О том, как паять трубы из полипропилена - мы более подробно рассмотрим в данной статье. Весь процесс расписан в виде пошаговой инструкции. Так же перечислены важные советы о том, как лучше и чего лучше не делать. И так начнем...
Основное правило при раструбной сварке:
Неразогретый фитинг в диаметре изнутри должен составлять немного меньше, чем наружный диаметр трубы. Первая сварка должна производиться спустя пять минут после того, как будет нагрет сварочный аппарат. За каждым использование сварочного аппарата его необходимо очищать от остатков пластмассы.
Процесс раструбной сварки деталей из пластмассы между собой:
• обрезка трубы производится при помощи трубореза или ножниц под прямой угол.
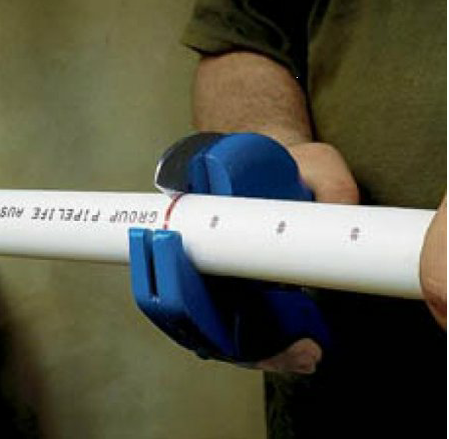
• в случае необходимости край трубы с раструбом фитинга очищается от грязи с пылью. Производится обезжиривание при помощи спирта, либо мыльной воды, затем просушивается. Сваривая трубы pn20, Pn10 после сварки никаких работ более проводить, не стоит. Когда сваривается армированная труба pn25 с использованием специального инструмента, с трубы снимается шейвером два верхних слоя, состоящие из алюминия с пропиленом.
Раструб фитинга по размеру сделан так, что труба в него входит только после удаленного верхнего слоя. Глубина зачистки производится по инструменту, по которому определяется глубина сварки.
• на трубе наносится метка, по длине, которая равна глубине раструба, добавляя 2 мм. При использовании труб, фитинга, инструмента одного производителя – в этом случае никаких вычислений проводить не потребуется. Шейвером снимается два верхних слоя трубы, который равен глубине сварки, а нагревательные насадки имеют такой размер, что в трубу они вставляются лишь на требуемую глубину.
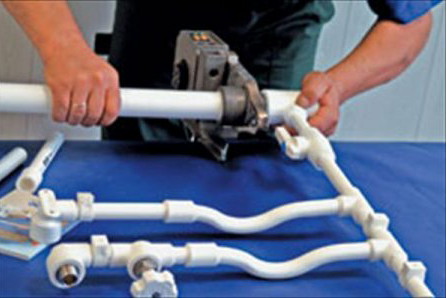
• детали соединения помещаются на необходимые насадки, труба вставляется в гильзу по отметку, где обозначена глубина сварки, раструб фитинга надевается на дорн.
• после выдержки времени нагрева снимаются детали с аппарата, затем соединяются между собой, при этом не нужно детали проворачивать по оси. Соединение сварочных фитингов с трубой производится до той глубины, которая была определена внутри раструба при нагреве фитинга.
• по окончании сварочных работ нужно дождаться времени охлаждения, главным образом это касается тех труб, у которых тонкие стенки. Прогибать и проворачивать трубы при остывании нельзя. Если соединение было произведено неудачно (плохая соосность, либо угол при взаимном расположении фитингов), для исправления возможен только один способ – производится вырезка фитинга.
Во время сварки элементов необходимо соблюдать особую внимательность для деталей с позиционным положением – тройников, уголков, шаровых крапов. Шаровый крап вваривается таким образом, чтобы его ручка свободно перемещалась по всем её положениям.
Как паять трубы из полипропилена в том случае, если сварка труб из полипропилена производится впервые, желательно произвести пробную разрезку соединения, чтобы проверить. Соединение должно получиться примерно следующим образом:
Аппарат для сварки труб нужно держать постоянно включенным на протяжении всего времени, пока производится сварка. Нагревать начинают обе детали одновременно. В случае недогрева детали создается возможность того факта, что деталями не достигается необходимая температура для ее пластичности. В таком случае соединение ненадежное, при этом можно не получить диффузию материала.
Если детали перегреются, может потеряться устойчивость формы, детали становятся чрезмерно липкими. При этом становится невозможным для ввода трубы в фитинг, а если увеличить усилие, края у трубы могут загнуться внутрь, либо смяться. Поэтому соединение получится зауженным. Если материал налипает на фитинг, это означает, что тефлоновое покрытие насадок у аппарата сварки плохого качества, либо пластмасса при сварке была перегрета.
Труба с нарушением соосности выше толщины стенок не допускается. На наружной поверхности деталей соединения не должно быть трещин и дефектов, которые могут быть вызваны от перегрева. Кромка раструба соединенных деталей сваркой должна выглядеть сплошной на всю окружность сваренной трубы, причем должен чуть выступать за торцевую поверхность соединенной детали.