Данная статья содержит основные советы о том, как правильно осуществляется сварка труб из полипропилена.

При монтировании труб из полипропилена иногда допустима замена сварки пайкой. При остановке на таком варианте выбора пропиленовые трубы необходимо соединить спайкой, а не прибегнуть к помощи дополнительных деталей трубопровода.
Технология пайки редка в использовании по причине высоких временных затрат при выполнении таких работ, а также в силу нюансов, возникающих при монтаже полипропиленовых труб без сторонней помощи специалиста.
Учитывая огромное множество допустимых вариантов, ремонтные компании соглашаются на технологию пайки труб из полипропилена только в том случае, если на этом настаивает заказчик. Хотя само оборудование для пайки труб из полипропилена есть имеется у каждой фирмы, которая оказывает подобные услуги. Приступаем к самому процессу пайки…
Имеет место пайка труб, произведенных из полипропилена в том случае, когда они не имеют влаги на поверхности, в обратном случае спайка не допустима. Высокотехнологично поможет осуществить процесс пайки труб из полипропилена руководство.
Для начала необходимо провести перекрытие воды и произвести демонтаж старых труб. После этого следует составить план последовательных действий, результатом которого будет максимальная эффективность установки. В этом алгоритме необходимо обратить внимание на расположение всего бытового и сантехнического оборудования.
Для осуществления такого рода работ у вас под рукой должен быть паяльник для работы с полипропиленовыми трубами. Это инструмент для пайки труб из данного материала не дорогой по стоимости и при наличии желания его можно взять арендовать. Работа с паяльным инструментом для полипропиленовых труб не требует профессионализма и под силу обычному мужчине. Обращайте внимание при проведении работ на то, чтобы труба не заплавилась при пайке (подобное случается, когда имеет место перегрев фитинга либо самой трубы).
Для такого, чтобы в этом убедиться, нужно подуть в трубу, если воздух легко проходит, как при процессе выдоха, то запаек в трубе не имеется. Если при процессе выдоха в трубу, вы ощущаете какие-то помехи, то значит, имеются проблемы, которые рекомендуется решить немедленно. Такие запайки часты в возникновении при монтировании полимерных труб, имеющих малый диаметр.
Сварка (пайка) труб из полипропилена.
Для сваривания труб, имеющих диаметр равный 63 мм, допускается раструбная или так называемая муфтовая сварка. При этом соединение двух труб производиться посредством участия третьей — муфты, а нанесение резьбы и других узлов стыка осуществляется при участии фитингов с раструбом.
Для сваривания труб, имеющих диаметр больше 63 мм допустим стыковой способ сварки, - в этом случае сцепление деталей признано самым герметичным. При наличии фитингов, имеющих соответствующий диаметр, может использоваться муфтовая сварка.
Наиболее приемлемая разновидность разборного соединения для диаметров вышеуказанных, которые превышают приведенные числовые значения, о которых велась речь выше, широко используется такой вид стыка как фланцевый. Данный вид стыка является более сложным вариантом соединения полипропиленовых труб. При использовании работе такого вида стыка, вам нужно обладать нужными профессиональными навыками и иметь под рукой соответствующие инструменты.
Раструбная сварка.
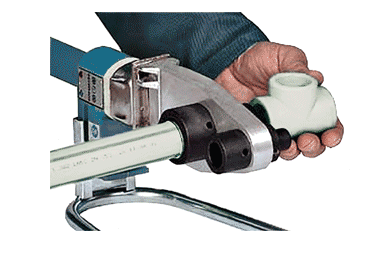
При сваривании труб, имеющих диаметр в пределах 40 мм, необходимо применять ручной аппарат для сварки. При сваривании труб с численными значениями диаметров, превышающих 40 мм, рекомендовано применение аппаратов с приспособлениями, помогающими определять центральную ось в диаметре при проведении работ.
При использовании дополнительных приспособлений нужно обязательно ознакомиться с руководством по их использованию. Для соединения деталей из полипропилена, которые часто используются в конструкции трубопроводов, находят свое применение сварочные аппараты в комплектации со специальными насадками.
Под нагревательными элементами (насадками) понимается гильза, предназначенная для процесса оплавления внешней поверхности, выполняющую роль окончания трубы, а также дорна, используемого для оплавления внутренней поверхности раструба самой детали, соединяющей конструкции. Стандартные насадки , которые в целях защиты оснащены антипригарным материалом — тефлоном, имеют допустимый диаметр 16-40 мм.
При самом процессе работы следует обращать внимание на чистоту и однородность самого покрытия антипригарным слоем . После каждого момента сварки, до тех пор пока детали не остыли, насадки подвергаются очистке ветошью из грубого материала или деревянными скребками. В охлажденном состоянии процесс очистки насадок от расплавленного и прилипшего слоя пластмассы не уместен.
Сварочный аппарат рекомендовано устанавливать на ровной поверхности, а для того, чтобы зафиксировать аппарат в устойчивом положении, необходимо закрепить на нем, посредством использования специальных ключей сменные нагреватели нужного размера. Желательно произвести установку всего набора насадок на посадочные места аппарата до нагревания самого оборудования.