Установки лазерного раскроя – современная и популярная у металлобработчиков технология, благодаря которой упростилась работа с обработкой твердых материалов.
Приглашаем взглянуть на внутреннюю «кухню» лазеров – как их делают и из чего.
Любопытно, но большая часть деталей лазерного станка производится на…лазерном станке. Вообще-то, даже именно на таком же лазерном агрегате.
Но сначала – теоретическая часть, а именно разработка концепта. Составление схемы узлов и агрегатов, учет оптимального сопряжения и расчеты жесткости конструкции.
Когда все готово, приступают к практике – созданию установки лазерного раскроя металла.
Условно процесс создания лазерного раскройщика состоит из 5 главных этапов:
· Изготовление компонентов оборудования. На лазерном станке производят детали корпуса, кожухи портала, электрошкафы, корпус стойки ЧПУ – все то, что не влияет на скорость обработки и сделано из тонкого металла. Необходимую форму этим частям придают на гибочном оборудовании согласно ТЗ.
· Параллельно этому или заранее готовят станину – основание всей конструкции. Здесь свои тонкости:
- важно грамотно расположить места для крепления деталей, узлов и агрегатов.
- следить за тем, чтобы станина получила абсолютно ровную поверхность для фиксации направляющих, так как по ним будет перемещаться портал. Точность должна быть микронной – до 0,01 мм.
- основание должно быть тяжелым – иначе при большом ускорении появятся вибрации, что автоматом повлияет на точность обработки. Этим грешат легкие станки. Настоящий лазерный раскройщик должен быть тяжелым и суровым – 8000-12000 кг. Поэтому осторожнее со станками, в характеристиках которых заявлено, что они весят всего 4500-5000 кг.
Тяжелое основание обеспечивает установке высокую динамику. Благодаря этому машина будет работать даже в самых суровых условиях при больших нагрузках долгий срок, сохраняя точность позиционирования.
· После сварки уже готовую станину отправляют на фрезеровку. На этом этапе основание выравнивают по одному уровню, чтобы в зоне установки направляющих и приводов поверхность была максимально ровной.
· Покраска
· Установка узлов, механизмов, пневно- и электрокомпонентов на штатные места. Интеграция источника лазерного излучения. Конкретно в России пока нет заводов, специализирующихся на такой продукции. Поэтому лазер в любом отечественном станке будет импортный.
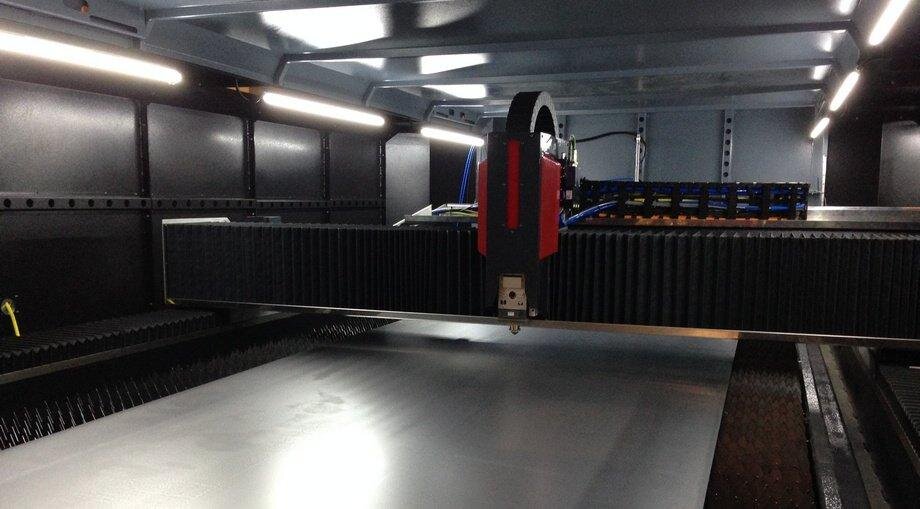
Режущая голова установки оборудована функцией автоматического фокуса для настройки линз на различную толщину металла и включает индукционный датчик для того, чтобы можно было отслеживать, если листы металла лежат не в одной плоскости.
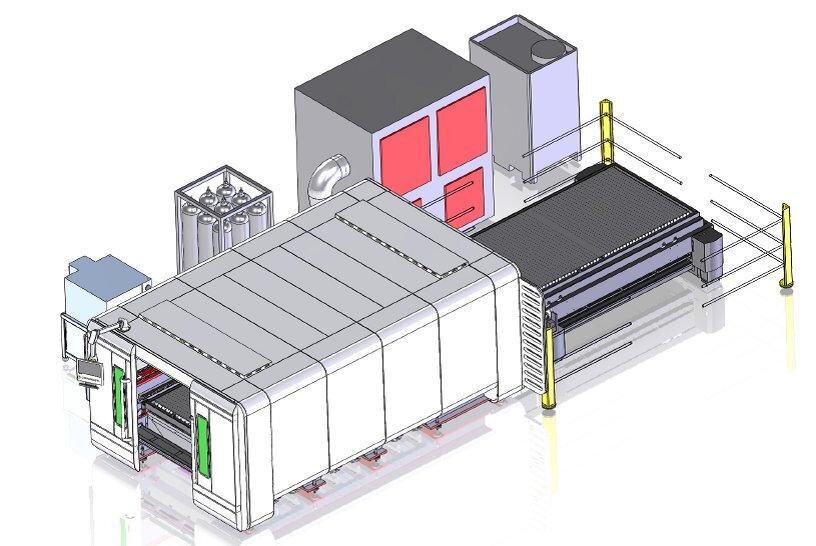
В итоге получается такая красота
Установка лазерного раскроя листового металла Weinbrenner. Серия WFL HS
На установках можно раскраивать даже трудно поддающиеся резке металлы - латунь, алюминий, медь, оцинкованную и нержавеющую сталь. И кстати, помимо раскроя, отлично гравировать.
Немного фактов о лазерном оборудовании
- Станки лазерной резки действительно режут металлы на скорости 30 000-60 000 мм/мин с ускорением 2g. А скорость холостого хода достигает 140 000 мм/мин на сервоприводах и 200 000 мм/мин на линейных двигателях.
- Пару слов о лазере – коробочке, передающей луч по оптоволокну через режущую головку на обрабатываемый металл. Сейчас самый удобный для производства вариант – волоконный лазер. Расходных материалов почти нет. А если учесть стоимость лазера, которая выходит примерно в 500$ и умножить это на 2000 часов работы в смену, получаем профит в километры качественно раскроенного материала. Да и потребляет энергии он в 2-3 раза меньше, чем СО2 лазер. Скорость выше и ресурс больше - 100 000 часов против 10 000.
- Занимательный факт: волоконный лазер, а именно уникальные диоды накачки – отечественное изобретение. Они эффективнее, чем лазеры с ламповой накачкой и надежнее, испускаемое лазерное излучение качественнее.
За современными установками лазерного раскроя, а также консультацией всегда можно обратиться к специалистам Ассоциации КАМИ.