Доброго времени суток!
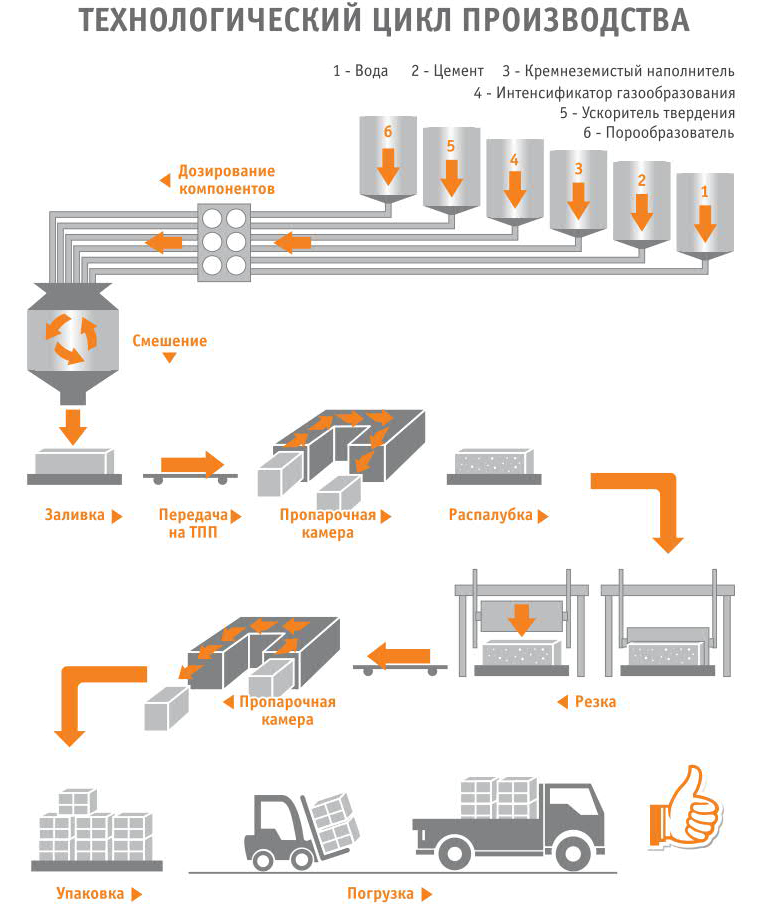
Технология производства газобетона – отлаженный технологический процесс, состоящий из нескольких последовательных этапов.
Прежде чем приступить непосредственно к производству, необходимо собрать и смазать формы, тем самым подготовив их к заливке.
После завершения предварительного этапа работ, приступают к смешиванию газобетонного раствора из цемента, извести, песка, воды и газообразователя (алюминиевой эмульсии), взятых в определённом соотношении.
Готовый раствор заливают в предварительно подогретые до температуры 35-40 °С формы или в опалубку. Затем, при необходимости, смесь разравнивают при помощи струны и накрывают теплоизоляционными плитами.
Спустя 1 – 2,5 часа после заливки форм газобетонный массив приобретает распалубочную прочность и готов к резке. На этом этапе газобетон наиболее пластичен и удобен в обработке. В роли режущего инструмента выступает специальная установка или пила.
Затем массив, нарезанный на блоки, продолжает набирать прочность под теплоизолирующим колпаком в течение нескольких часов.
По прошествии этого времени блоки извлекают из форм и перекладывают на европоддон, где производится упаковка продукции для дальнейшей её отправки на склад.
Освободившиеся формы очищают, смазывают и готовят к новой заливке. Цикл действий повторяется.
Такова классическая технология производства неавтоклавного газобетона, набирающего прочность в естественной среде при атмосферном давлении или при тепловлажностной обработке.
Автоклавный газобетон, в свою очередь, твердеет при высоком давлении (до 12 атмосфер) и температуре 190 °С в специальных печах (сушильных камерах), называемых автоклавами.
За этим исключением, процесс приготовления газобетонных блоков автоклавного твердения внешне во многом сходен с технологией производства неавтоклавного газобетона. Однако именно способ затвердевания газобетонного массива, по большей мере, определяет будущие характеристики готовых блоков.
Больше советов технолога на нашей сайте.
С наилучшими пожеланиями,
Ваш ЗБТ