
Экскурсия на производсто теплоэффективных стеновых блоков. Продолжаем публиковать цикл обзоров производителей блоков из журнала KBLOK.
Итак, что же такое теплоблок?
Теплоблок – это строительная система, в основе которой лежит трёхслойный стеновой блок, состоящий из трёх слоев: несущий, внутренний утепляющий и облицовочный. Размеры рядовых блоков: высота 20 см, длина 40 см, ширина 30 либо 40 см. В системе есть ещё ряд доборных блоков: угловые, перегородочные, подоконные и т.п.
Основная идея технологии – создать замкнутый контур из утеплителя в кладке дома, используя готовый строительный материал. Так достигается экономия на строительных работах и сроках, потому что за раз поднимается готовая стена – утеплённая и облицованная.
Принято считать, что эту технологию разработали в НИИ "Теплостен". Кто-то говорит, что она пришла к нам из Европы – мы не знаем. Наша задача показать вам то, что есть сейчас – как оно работает и может ли быть для вас полезным.
Несущий и облицовочный слой делают из лёгкого бетона марки от М100 до М150, в состав которого входит четыре компонента: керамзит, цемент, песок и вода.
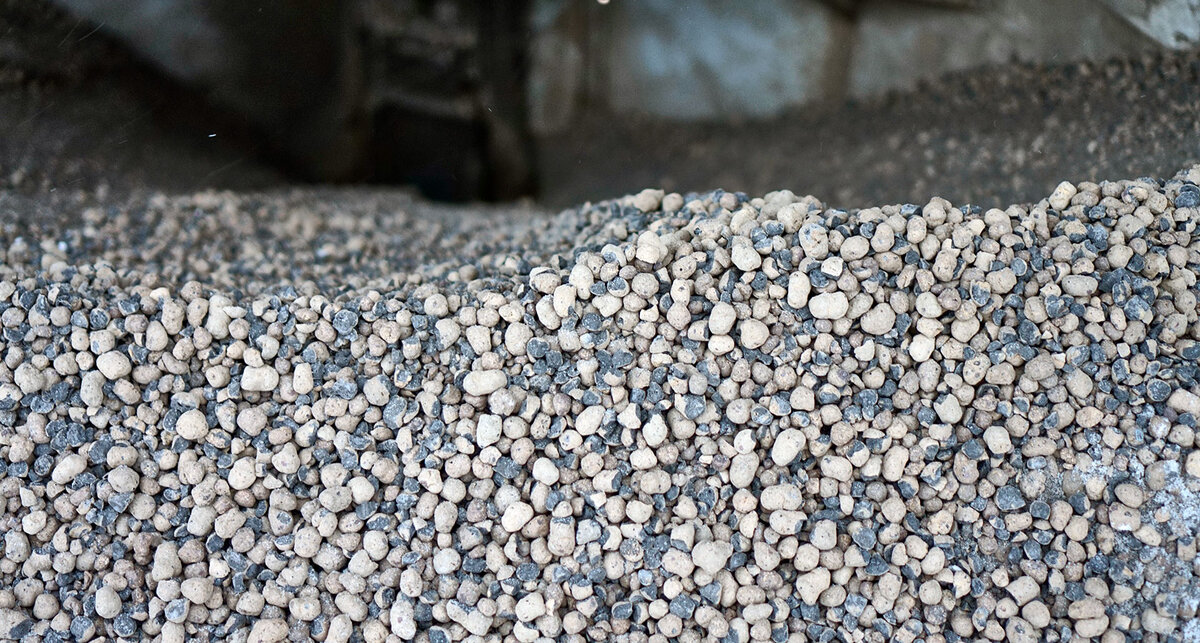
В качестве наполнителя используют лёгкий керамзит фракции 10-20 мм.
Блоки делают на цементе марки 500, что весьма правильно для керамзитобетона. Завозят его в мягких контейнерах – биг-бегах.
Пускают чистый речной песок. В отличии от карьерного, он не содержит примесей глины, что положительно сказывается на марке прочности бетона.
Завозят его прямо в цех на самосвале. Для производства в зимний период это особенно удобно, потому что песок лежит в тёплом цеху – смёрзшие комки успевают растаять. Да и удобно, что рядом с бетоносмесительным узлом.
Керамзит не боится влаги, поэтому его хранят на улице. С улицы через люк по мере необходимости поступает внутрь производственного помещения.
Внутри цеха установлены две линии для производства теплоблоков. В сумме они производят 1000 блоков в сутки, что примерно равно 30м3. Вот основная линия, покажем как она работает.
С улицы керамзит поступает в накопитель, откуда он насыпается в скип.
Скип – это автоматически разгружающийся опрокидыванием ковш. Он приводится в движение лебёдкой, с помощью канатов по направляющим скипового подъёмника.
В верхнем положении из скипа керамзит высыпается в бетоносмеситель.
Песок дозируется таким же способом – рабочие при помощи лопат наполняют песком скип до определённой отметки.
После чего лебёдка натягивается и песок опрокидывается из скипа в бетоносмеситель.
После песка нужно добавить цемент. Но сначала отмеряют его точное количество на замес. Для этого кран-балка цепляет биг-бэг весом в 1 тонну и вешает над специальным дозатором.
Полипропиленовый мешок вспарывают ножом и цемент перетекает в дозатор, который состоит из двух отсеков. Первый – основной, рассчитанный на весь объём биг-бега. Второй – небольшой, рассчитанный ровно на один замес в бетоносмесителе. Такая конструкция дозатора позволяет соблюдать чёткую калькуляцию по цементу.
Между отсеками находится заслонка, при поднятии которой цемент поступает из одного отсека в другой.
Открывается люк дозатора и цемент вываливается в скип, далее он поступает в бетоносмеситель. Потом пускают воду и все компоненты перемешиваются в течении шести минут.
Бетоносмеситель горизонтального типа, объемом 0,75 куба рассчитан на производство сразу 48 блоков. Такой объём позволяет тщательнее перемешивать бетонную смесь, пока идет виброформовка.
В отличие от полусухого вибропрессования, применяемого для обычных керамзитобетонных блоков, для теплоблоков бетонный раствор делают жидким.
Когда бетонная смесь готова, к кран-балке цепляют пирамидальный бункер – колокол.
И помещают его под бетоносмеситель. Колокол наполняют готовым керамзитобетонным раствором.
После чего колокол перемещают к накопителю.
Из колокола в накопитель вываливается смесь. Накопитель также выполняет функцию дозирования смеси, потому что нужно четко разделить объём раствора для несущего и облицовочного слоя.
Теплоблоки изготавливают в металлических формах – матрицах. На каждый типоразмер блока применяют свои формы. Одна такая матрица рассчитана сразу на несколько теплоблоков.
С помощью вилочного погрузчика матрицу устанавливают на вибростол.
Перед заливкой бетона в форму, её смазывают отработанным растительным маслом. Оно дешевле и экологичнее, чем машинное масло. Смазка нужна, чтобы избежать прилипания керамзитобетонной смеси к металлическим стенкам формы.
На дно формы закладывают пластиковые пластины, которые образуют фактуру облицовки теплоблока.
Производитель применяет 8 видов облицовочных фактур. Выбирает фактуру заказчик, для него считают количество и производят блоки с нужным видом облицовки.
Когда все пластины установлены, матрицу передвигают под накопитель, и заливается первый облицовочный слой. Смесь подается порционно. В этот момент матрица вибрирует на столе – так бетон уплотняется и из него выходит воздух, что позволяет получить гладкую лицевую поверхность без воздушных кратеров.
После заливки дополнительно разравнивают лицевой слой специальной лопаткой.
С помощью неё же контролируют толщину облицовочного слоя. Она должна быть 7-8 см. При необходимости черпаком добавляют или убирают бетонный раствор из ячеек матрицы.
Следующий слой – внутренний утеплитель, шириной 16 см. Для теплоблоков используют пенополистирол марки М25. На предприятие его завозят широкими листами. Поэтому его надо разрезать, чтобы получить прямоугольники нужной формы.
Для этого в специально выделенном помещении с хорошей вытяжной вентиляцией стоит станок для резки пенопласта.
И при помощи раскалённой до тысячи градусов нихромовой нити, пенополистирол нарезают на куски нужного размера.
Нарезной стол позволяет за один раз получить несколько пенополистирольных вкладышей.
Нарезанные вкладыши укладывают в ячейки матрицы.
Для скрепления трёх слоев в теплоблоках используют стеклопластиковую арматуру. В отличие от металлической у неё нет мостиков холода.
Прутками арматуры протыкают пенополистирольные вкладыши, по два прутка на каждый блок.
Когда вся соединительная арматура установлена, матрицу вновь задвигают под накопитель, и заливается последний третий несущий слой. Также в этот момент включают вибрацию для уплотнения смеси.
С помощью правило разравнивают бугорки смеси. Для теплоблоков считается хорошим, что внутренняя поверхность блока немного шероховатая – так на неё лучше ляжет слой отделочной штукатурки.
Когда всё готово, вилочный погрузчик просовывает лапы в основание формы и аккуратно поднимает её.
Далее формы перевозят в изотермическую камеру и складывают друг на друга.
Когда отсек камеры заполнится, вход закрывают брезентовым покрывалом. В камеру подается горячий воздух, нагрев обеспечивают дровяной котел и дизельные пушки. Температуру нагнетают до 60 °C.
В пропарочной камере блоки в формах выдерживают 10 часов, после чего вывозят на распалубку. Формы разбирают и вынимают блоки, которые укладывают на поддон.
После 10-и часового прогрева бетон схватывается, достигая передаточной прочности. От блоков идёт пар, но они уже достаточно твердые, чтобы их можно было укладывать друг на друга и вывозить на склад.
В таком виде блоки вывозят на склад продукции, где бетон будет дозревать. Максимальную прочность блоки наберут через месяц. Но для кладочных работ хватит и недели, которую они проведут на улице, достигая отпускной прочности.
Поддоны с блоками по краям обматывают стрейч-пленкой, чтобы не выходила влага из бетона.
И для надежности во время транспортировки при помощи специальной натяжной машины поддоны с блоками крепят полипропиленовыми лентами.
Заказать блоки Теплостен или узнать актуальные цены, вы можете у нас на сайте по ссылке: https://kblok.ru/tender
Доборные теплоблоки
Выше мы показали, как производят рядовой теплоблок. Строительная система Теплостен предполагает использование еще десяти видов блоков. Их называют доборные, их количество менее 20% на домокомплект от общего объёма.
Производят их на второй линии. Основное отличие заключается в том, что используют другие металлические матрицы для формовки.
Так, например, происходит формовка наружного углового блока:
А вот поясные блоки после распалубки. Такие блоки используют для армопояса. В них нет пенополистирола, но есть фактурный слой.
На этом обзор производства трёхслойных стеновых теплоблоков закончен. Мы показали процесс их изготовления методом вибролитья. Есть и другие технологии производства теплоблоков, например, сухим вибропрессованием. Но об этом расскажем позже в следующих публикациях.
Была полезная информация?
- Подписывайтесь на наш канал
- Ставьте лайки! Это как "спасибо"
- Заходите чаще, мы готовим много интересного.
Материал подготовлен на основе статьи: https://kblok.ru/blog/teploblok