Часть третья
При расчете степени конверсии сырья учитывались выходы газообразных продуктов, бензиновой фракции (н.к. – 221 °С) и кокса. Из полученных результатов видно, что крекинг сырья №1, содержащего наибольшее количество три- и полициклических аренов, дает и наибольшее количество сухого газа и кокса в продуктах. Однако, несмотря на существенно большую долю моноциклических аренов в сырье № 3 и более широкий фракционный состав, материальный баланс крекинга с его использованием во многом схож с сырьем № 1. В то же время соотношение получаемых продуктов процесса для парафинистого сырья № 2 кардинально отличается от компонентов № 1 и 3 и характеризуется наивысшей долей жирного газа (фракции углеводородов С3 и С4) и бензина, при, соответственно, сниженном количестве сухого газа, тяжелого газойля и кокса.
Поскольку основным назначением процесса каталитического крекинга является получение качественного высокооктанового компонента бензина, важным этапом работы являлся анализ химического состава получаемой бензиновой фракции с последующим вычислением ее октанового числа по исследовательскому методу (ОЧИМ).
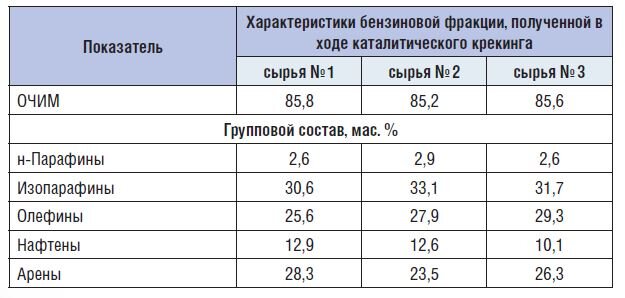
Групповой углеводородный состав бензиновых фракций (PIONA) был определен с помощью газовой хроматографии по стандарту ASTM D6729. Анализ выполняли на приборе Agilent 7890B, снабженном капиллярной колонкой (длина 100 м, внутренний диаметр 35 мкм) с пламенно-ионизационным детектором. Обработка результатов PIONA осуществлялась с помощью специализированного программного обеспечения. Результаты определения группового состава бензиновой фракции приведены в табл. 4.
Групповой состав образовавшихся бензиновых фракций в целом коррелирует с групповым составом самих сырьевых компонентов. Наибольшее количество парафиновых и изопарафиновых углеводородов содержится в бензиновой фракции, полученной при переработке сырья № 2. Сырьевой компонент № 1 с повышенным содержанием тяжелой ароматики при крекинге дает наименьшее количество алканов и алкенов, но наибольшее аренов. Вычисленное октановое число бензиновой фракции для всех трех типов сырья находится практически на одном уровне.
Таким образом, выполненные исследования по определению влияния состава и характеристик сырья на выход и качество продуктов процесса FCC позволяют сделать вывод, что среди исследованных сырьевых компонентов по своему составу, а также по степени конверсии и выходам бензиновой фракций и углеводородов С3 – С4, для использованного катализатора и технологических параметров (температура 540 °С, соотношение катализатор / сырье – 5 :1), оптимальным является сырье № 2, имеющее широкий фракционный состав и высокое содержание парафино-нафтеновых углеводородов, одновременно с низкой долей полициклических аренов. Предыдущая статья