Если Вы обрабатываете материалы, которые создают длинную стружку, кто знает, сколько раз Вам довелось остановить Ваши станки, чтобы освободить их от мотков стружки, которые образуются внутри рабочей зоны. Эта операция приводит к потере эффективности производства и, более того, эта операция скучная и неприятная. В то же время, это незаменимая операция, поскольку, если не удалить мотки стружки, накопленные в станке, деталь может повредиться и создаваться другие проблемы. Имея много стружки в рабочей зоне, Вы сталкиваетесь с 6 следующими проблемами:
• ПРОИЗВОДСТВЕННЫЕ ПОТЕРИ ПРИ ОСТАНОВКЕ СТАНКА
• ЗАСОРЕНИЯ ТРАНСПОРТЕРА СТРУЖКИ
• СЛИШКОМ МНОГО СТРУЖКИ В РАБОЧЕЙ ЗОНЕ МЕШАЕТ ПОДВОДУ СОЖ
• СТРУЖКА ПОГЛОЩАЕТ 80% ТЕПЛА ОТ РЕЗКИ, ОСТАВАЯСЬ В РАБОЧЕЙ ЗОНЕ, ПОВЫШАЕТ ТЕМПЕРАТУРУ
• КУЧА СТРУЖКИ МОЖЕТ ПОВРЕДИТЬ СТАНОК, ПРОКЛАДКИ, И ТД.
• МНОГО СТРУЖКИ МОЖЕТ ТАКЖЕ ПОВРЕДИТЬ ПОВЕРХНОСТЬ ДЕТАЛЕЙ, КОТОРЫЕ ВЫ ПРОИЗВОДИТЕ, ПРЕВРАЩАЯ ИХ В БРАК.
ВСЕ ЭТО МОЖЕТ ПРИВЕСТИ К РАСТРАТАМ И НЕЭФФЕКТИВНОСТИ, КОТОРЫЕ МОЖНО ПРЕДОТВРАТИТЬ
Вместо того чтобы бороться с 6 проблемами, не лучше ли найти причину, которая их вызывает? Все эти проблемы, создаваемые длинной стружкой, связаны с тем, что иногда не удается автоматически эвакуировать стружку из рабочей зоны потому, что ее размеры не позволяют. Это касается, в частности, пластичных материалов, при обработке которых образуется длинная стружка, и она не ломается. При обработке твердых материалов стружка, как правило, короткая и скалывается.
Рассматривая, например, обработку пластичного материала, стружку можно разбить на 3 типа, как показано на следующих рисунках:
• ЛОМАЕТСЯ САМА
• ЛОМАЕТСЯ ПРОТИВ ИНСТРУМЕНТА
• ЛОМАЕТСЯ ПРОТИВ ДЕТАЛИ
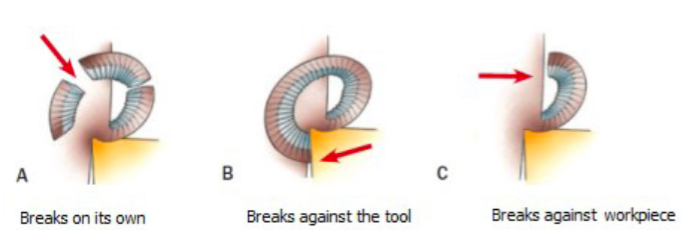
Секрет состоит в том, чтобы сминать стружку без возникновения любого из этих 3 вариантов, благодаря геометрии пластины. В продаже Вы найдете разные типы пластин различной геометрии в зависимости от материала и результата, который Вы хотите получить.
Если подача низкая, возникает слишком тонкая стружка, которая не может коснуться стружколома, поэтому появляется длинная стружка, которая не может сминаться, как показано на одном из трех вариантов ранее. Ниже, показано, что происходит с низкой подачей (А), с правильной подачей стружка сгибается (B):
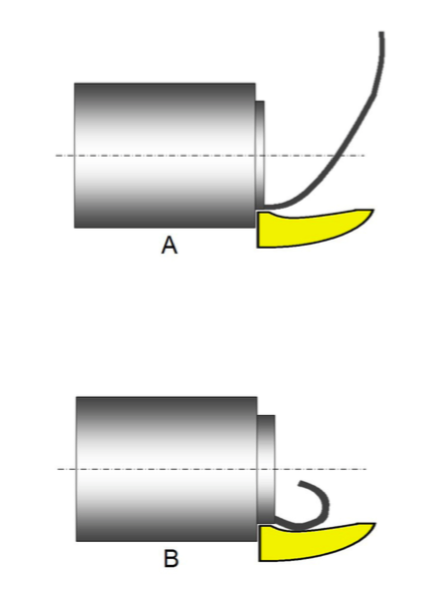
Для того, чтобы получить результат как на рис. (B) необходимо проконсультироваться с производителями инструмента и внимательно следовать указаниям. На самом деле, в зависимости от материала существуют таблицы, которые позволяют определить подачу на оборот, при которых стружка сминается и ломается.
В приложенной таблице Вы видите, как для пластины ET предлагается подача на оборот выше, чем 0,2 мм, при которой стружка не будет изгибаться на себя и, таким образом, не ломаться.
В некоторых более сложных случаях, таких как сплав алюминия 6063, пластины, которые находятся в продаже, не решают ситуацию, потому что стружколом не является достаточно изогнутым. Недавно мы решили эту ситуацию, отказавшись от идеи использовать стандартные пластины, которые, в лучшем случае, приходят в пределах радиуса 0,4 мм. А решили использовать цельный инструмент, полученный лазерной обработкой, от выбранных нами компаний с радиусом в пределах 0,08 мм. Таким образом, чтобы сделать его очень кривым, и сделать так, что стружка будет ломаться даже в этих случаях. В частности, алюминий 6063 материал, “резиновый”, для которого мы открыли, что этот сплав, в отличие от других, лучше обрабатывать не с высокими оборотами (15.000/20.000), потому что это приводит к быстрому нагреву материала и усложняет обработку инструментом.
Когда этот сплав нагревается, инструмент вместо того, чтобы резать, пытается сорвать материал, в результате чего возникают проблемы черновой и чистовой обработки.
РАБОТАТЬ ТОЛЬКО НАД ИНСТРУМЕНТОМ НЕДОСТАТОЧНО ДЛЯ РЕШЕНИЯ ЭТОЙ ПРОБЛЕМЫ
Как сказано ранее, тип инструмента и его параметры резки, помогут Вам решить часть проблем, но этого не достаточно, на самом деле есть другой важный аргумент - это станок.
Станок должен быть спроектирован для облегчения выхода стружки. Как говорилось ранее, тепло от резки материала идет на 80% в стружку, на 10% в пластину и еще на 10% в деталь.
Понятно, почему после появления стружки необходимо снять ее в кратчайшие сроки, и не позволять ей накапливаться в рабочей зоне. По этой причине важно, чтобы тот, кто проектировал станок, учитывал:
• КОРПУС, ОБЛЕГЧАЮЩИЙ ПРОХОЖДЕНИЕ СТРУЖКИ
• РАБОЧАЯ ЗОНА С МИНИМАЛЬНЫМ КОЛИЧЕСТВОМ МЕСТ, ГДЕ СТРУЖКА МОЖЕТ ЗАЦЕПЛЯТЬСЯ И СКАПЛИВАТЬСЯ
• БОЛЬШОЙ ОБЪЕМ ОХЛАДИТЕЛЯ, ОБЛЕГЧАЮЩИЙ ПРОХОЖДЕНИЕ СТРУЖКИ
• ИСПОЛЬЗОВАНИЕ ВЫСОКОГО ДАВЛЕНИЯ ЧЕРЕЗ ИНСТРУМЕНТ
Эти характеристики, приведенные выше, учитывались при разработке нашего гибкого станка: МУЛЬТЕЦЕНТРА.
Будучи гибким станком с высокой производительностью возникает много стружки, и, следовательно, ее требуется правильно отводить, а не быть вынужденными часто останавливать станок для удаления стружки из рабочей зоны. В самых крайних случаях при работе с такими материалами, как алюминий или медь, где, работа над пластинами и режимами резания не дает оптимального результата, мы опционально предлагаем решение, которое назвали стружколом. Это опция, которая представляет собой дробилку для стружки, расположенную между станком и транспортером стружки. Ее задача нарезать стружку на этапе прохода между станком и транспортером стружки. В этих случаях также решается проблема частой замены ящика для стружки, который быстро заполняется длинной стружкой.