Термообработка сварных соединений.
Что такое термообработка сварных соединений?
Одним из основных технологических процессов при монтаже и ремонте
сварных соединений трубопроводов и сосудов давления в различных отраслях
промышленности (газовой, нефтяной нефтеперерабатывающей, тепловой
энергетике и др.) является местная термическая обработка сварных соединений,
направленная на снижение уровня сварочных напряжений, улучшение
структуры, механических и специальных свойств (коррозионной стойкости,
жаропрочности, хладостойкости и т. п.) сварных соединений.
С каждым годом возрастают требования к качеству термической
обработки в связи с применением новых марок сталей, увеличением диаметров
и толщин стенок трубопроводов и сосудов давления, ростом эксплуатационных
параметров рабочей среды (увеличение давления, температуры, опасности
возникновения коррозионных трещин и т. д.). Все это требует применения
новых более сложных видов оборудования, материалов и приборов для
термообработки, что в свою очередь повышает требования к квалификации
персонала, занятого на работах по термообработке сварных соединений.
Соединения, выполненные дуговыми способами сварки, непосредственно
после процесса характеризуются неоднородностью структуры и свойств сварного
шва, зоны термического влияния (ЗТВ), а также наличием в них сварочных
напряжений. Неравномерное значение в сварном соединении имеют и специальные
свойства, такие как жаропрочность, хладостойкость, коррозионная стойкость.
Одним из основных средств повышения надежности сварных соединений
является термическая обработка (ТО), в результате которой снижается уровень
сварочных напряжений, улучшается структура и свойства металла соединения.
При строительно-монтажных работах, ремонте технологического
оборудования и трубопроводов сварные соединения подвергают местной
термообработке, при которой нагревают сварной шов, ЗТВ и участки основного
металла, примыкающие к сварному шву с двух сторон. В отдельных случаях для
сварных конструкций применяют полную (объемную) термообработку, когда
конструкцию нагревают целиком за один цикл (объемная термообработка
шаровых резервуаров) или последовательно участками (восстановительная
термообработка паропроводов и барабанов на тепловых электростанциях ТЭС).
НАЗНАЧЕНИЕ, ВИДЫ И РЕЖИМЫ ТЕРМООБРАБОТКИ
Назначение термообработки
Необходимость проведения ТО определяют научно-исследовательские
институты при проведении опытных работ. При этом учитывают требования,
предъявляемые к сварным соединениям, химический состав используемых
металлов, эксплуатационные условия производства (температура, давление и
коррозионная опасность рабочей среды, климатические условия и т. п.). Опреде-
ляют вид термообработки, разрабатывают ее режимы и выпускают НТД
(нормативно-технические документы), которые являются руководящим
материалом при назначении и проведении ТО. Термообработку обычно назначают
для сварных соединений из перлитных закаливающихся сталей типа 12Х1МФ и т.
п., реже термообработку предписывают для сварных соединений из перлитных
низкоуглеродистых сталей типа сталь 20 и низколегированной типа 09Г2С для
снижения уровня сварочных напряжений в том случае, если эти стали работают в
контакте с коррозионно-опасными средами. Как правило, каждая отрасль
промышленности имеет свои НТД по термообработке сварных соединений,
которые отражают особенности данного производства. Эти документы должны
быть согласованы с инспекцией Гостехнадзора.
Режимы термообработки
Процесс термообработки состоит из трех последовательных этапов: нагрев до
определенной температуры с заданной скоростью, выдержка при этой температуре в
течение определенного времени и последующее охлаждение с заданной скоростью.
При строительно-монтажных работах, в ремонтных условиях для сварных
соединений технологических трубопроводов и оборудования применяют
следующие виды термообработки: высокий отпуск, нормализацию, термический
отдых, стабилизирующий отжиг и аустенизацию (рис. 1), восстановительную
термообработку (нормализация + высокий отпуск), а также отжиг для сварных
соединений чугунных трубных элементов.
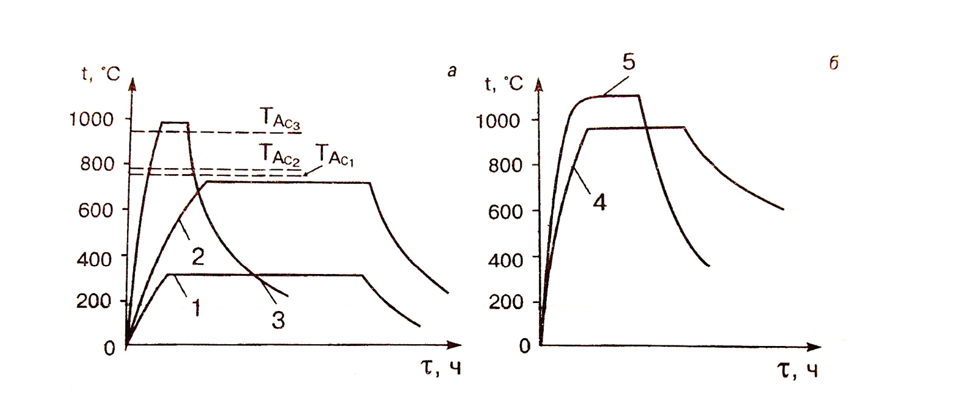
Рис. 1. График термообработки сварных соединений из стали 12Х1МФ (а)
и хромоникелевой (нержавеющей) стали 12Х18Н9Т: 1 – термический отдых; 2
– высокий отпуск; 3 – нормализация; 4 – стабилизирующий отжиг; 5 –
аустенизация; Т(Ас1), Т(Ас3) – температуры критических точек структурных
изменений.
Отклонения от режимов имеют большее влияние на качество термообработки.
Методы нагрева
При проведении местной термообработки сварных соединении
технологических трубопроводов и оборудования применяют следующие
способы нагрева:
• радиационный (электронагревателями сопротивления и газопламенным
нагревом);
• индукционный (токами средней и высокой частоты
1000-50000 Гц);
• комбинированный;
• термохимический.
При выборе способа нагрева следует учитывать необходимость получения
возможно, минимального перепада температуры по толщине стенки трубы или
корпусной конструкции, а также обеспечения равномерности нагрева по всей
длине сварного соединения.
Сущность радиационного способа нагрева заключается в передаче теплоты
излучением от источника нагрева к нагреваемому изделию через теплоноситель,
которым является нагретый воздух.
В электронагревателях сопротивления теплота выделяется в нагревательном
элементе (лента или проволока с высоким электросопротивлением) в момент
прохождения по нему электрического тока. Небольшой расход
электроэнергии (в цепи нагревателя практически отсутствует реактивная
мощность), возможность дистанционного управления и автоматизации процесса
термообработки, проведения группового нагрева (одновременно нескольких
сварных соединений труб от одного источника питания) и нагрева сварных
соединений до температуры нормализации или аустенизации (более 900 ˚С)
являются преимуществами этого способа нагрева.
К недостаткам необходимо отнести неравномерность нагрева трубы или
корпусной конструкции как по толщине стенки, так и по площади нагрева. Перепад температуры по толщине стенки обычно составляет 1 °С/мм этой толщины. Снижение перепада температуры
по толщине стенки и равномерность нагрева по периметру сварного соединения
осуществляют при помощи специальных технологических приемов.
Газопламенный нагрев заключается в подводе теплоты, выделяющейся при
сгорании газовой смеси, к внешней стороне трубы или корпусной конструкции
(рис. 2, б).
В качестве горючего газа применяют ацетилен, пропан-бутановую смесь,
природный газ, к которым добавляют кислород или воздух. Места обработки
трубопроводов нагревают однопламенными универсальными ацетилено-
кислородными горелками или кольцевыми многопламенными горелками.
Основным достоинством способа является маневренность, т. е. возможность
термообработки труднодоступных сварных соединений, а также проведение ТО
при отсутствии электроэнергии. Однако присущие способу существенные
недостатки препятствуют его широкому применению. Односторонний подвод
теплоты с внешней стороны трубы может вызвать значительный перепад
температуры по толщине стенки, превышающий 1 °С/мм толщины стенки трубы. К
недостаткам относится также соприкосновение газового пламени с трубой,
что приводит к окислению ее поверхности (сгоранию поверхностного слоя
металла). Процесс газопламенной термообработки трудно поддается
автоматизации и дистанционному Управлению. Кроме того, он характеризуется
повышенной опасностью выполнения работ.
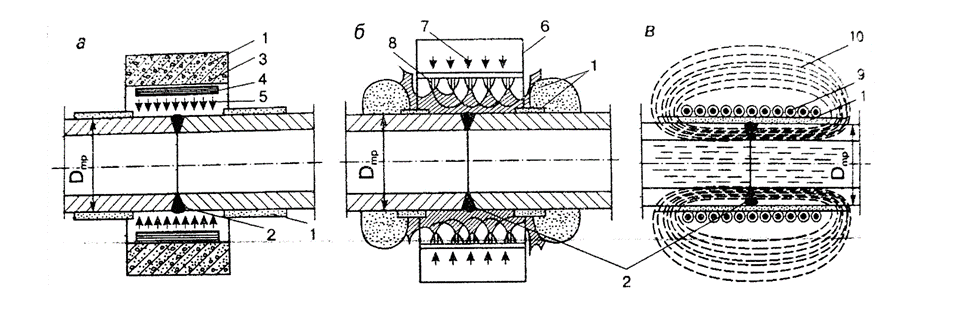
Рис. 2. Схема нагрева сварных соединений при местной термообработке:
электронагревателем сопротивления (резистивный нагрев) (а); газопламенным нагревом (б);
индукционным способом (в)
1) Слой теплоизоляции
2) Сварной шов
3) Крепежные элементы резистивного нагревателя
4) Резистивный нагреватель (нихромовая нить в керамических изоляторах)
5) Передача тепла конвективная
6) Корпус газовых горелок
7) Газовые горелки
8) Передача тепла от пламени (конвективная)
9) Индуктор
10) Электромагнитные поля индуктора
При объемной термообработке корпусных конструкций используют
главным образом газопламенный нагрев от специально разработанного для этих
целей передвижного оборудования, которое легко может быть перемещено от
одного объекта термической обработки к другому.
Индукционный способ заключается в нагреве сварного соединения
электрическим током, индуцируемым в металле переменным электромагнитным
полем (рис. 2, в). Перепад температуры по толщине стенки незначителен, так как
теплота образуется непосредственно в самом металле. Достоинствами
индукционного способа являются также простота управления процессом
нагрева, возможность применения дистанционного ручного или
автоматического регулирования процесса ТО, проведения групповой
термообработки. К недостаткам можно отнести высокую стоимость оборудования.
Нагрев токами средней и высокой частоты проводят на небольшом токе (100-300 А),
благодаря чему можно применять медные провода и индукторы небольшого
сечения. К преимуществу этого способа необходимо отнести также высокий
коэффициент мощности (0,9-1). Все это делает такой способ нагрева
экономичным, позволяет использовать установки небольшой мощности,
уменьшить трудоемкость операций.
При термохимическом способе нагрева теплота, необходимая для
термообработки, образуется при сгорании пакетов из экзотермических смесей,
устанавливаемых на сварное соединение. Эти смеси, в состав которых входят
оксиды алюминия, соединения серы и фосфора, дают при сгорании большое
количество теплоты. Основные преимущества термохимического способа нагрева
— возможность проведения термообработки без применения электроэнергии и
горючих газов, а также простота процесса. Однако этот способ имеет
значительные недостатки: невозможность проведения контроля температуры
нагрева и применения ручного или автоматического регулирования процесса
нагрева, значительный перепад температуры по толщине стенки трубы.
Преимущества Индукционного способа:
Высокая скорость нагрева
Индукционный метод обеспечивает нагрев металла в 3-5 раз быстрее по сравнению с газовыми горелками или резистивным нагревом.
Точность и контроль
Современные системы управления позволяют контролировать температуру нагрева с точностью до нескольких градусов. Возможность локального нагрева конкретной зоны детали исключает перегрев и деформацию изделия.
Энергоэффективность
Коэффициент полезного действия преобразователей частоты достигает 90-98 процентов, а общий КПД индукционной системы при нагреве стали составляет 75-85 процентов, что значительно превышает показатели газовых печей и резистивных нагревателей. Энергия расходуется непосредственно на нагрев металла, минимизируя потери в окружающую среду.
Безопасность процесса
Отсутствие открытого пламени, минимальные выбросы в атмосферу и автоматизация процесса обеспечивают высокий уровень безопасности. Нагревается только металлическая заготовка, окружающее оборудование остаётся холодным.
Чистота обработки
Бесконтактный нагрев исключает загрязнение поверхности детали продуктами горения, окалиной или посторонними включениями. Это особенно важно при производстве высокоточных и ответственных изделий.
Гибкость применения
Возможность создания индукторов различной конфигурации позволяет обрабатывать детали сложной формы. Нагрев может осуществляться в защитной атмосфере, вакууме или специальной среде.