На производстве моноблоков и сошек в качестве финишной обработки изделия применяется твердое анодирование — это электрохимический процесс создания на поверхности алюминия сверхпрочного, износостойкого оксидного слоя. С последующим окрашиванием в черный цвет.
В отличие от декоративного анодирования, этот метод позволяет получить покрытие толщиной до 100–150 мкм, сопоставимое по твердости с закаленной сталью.
Сам процесс выглядит технически не сложно. При всей простоте процесса получение качественного результата зависит от мелочей, на которые, в процессе освоения технологии первоначально обращаешь совсем мало внимания.
Ключевые этапы техпроцесса:
Весь цикл включает подготовку, саму реакцию и финишную обработку:
Правило первое: гальваническое покрытие не скрывает следы фрезерной обработки и слесарных работ. Максимум что можно получить - это легкая маскировка их. Поэтому, для получения красивого и качественного результата, деталь должна быть ХОРОШО сделана. И никак по другому.
Далее:
- Подготовительный этап поверхностей деталей: обезжиривание и удаление остатков масел и жиров на деталях в щелочных или кислотных растворах. Так как после фрезерных работ и токарных работ изделия получатся из под жирного СОЖа. Особенно необходимо уделять внимание деталям, если на них есть отверстия с резьбой – и применялось что-нибудь вроде олеиновой кислоты для прогона резьбы. Так же нужно быть тщательным в отношении глухих отверстий.
Для обезжиривания используется слабо щелочной раствор.
После обезжиривания идет промывка и травление: снятие тонкого естественного оксидного слоя для обнажения чистого металла.
Для травления используется щелочной раствор.
Осветление (нейтрализация): удаление шлама (продуктов травления) и осветление детали. Она же называется активацией внешнего слоя изделия.
Как правило, для осветления используется кислота.
Проводя этап подготовки поверхности важно владеть таймингом и соблюдать его. То есть понимать, что время травления для крупных деталей отличается от времени травления деталей с небольшой общей площадью. Иначе существует риск повреждения деталей (перетравкой). Из за этого могут существенно «уйти» размеры деталей от требуемых.
На весь подготовительный этап уходит примерно 10-15 минут, включая завешивание на державки. Державки используются различные. От алюминиевых конструкций до титановых державок, либо титановой проволоки.
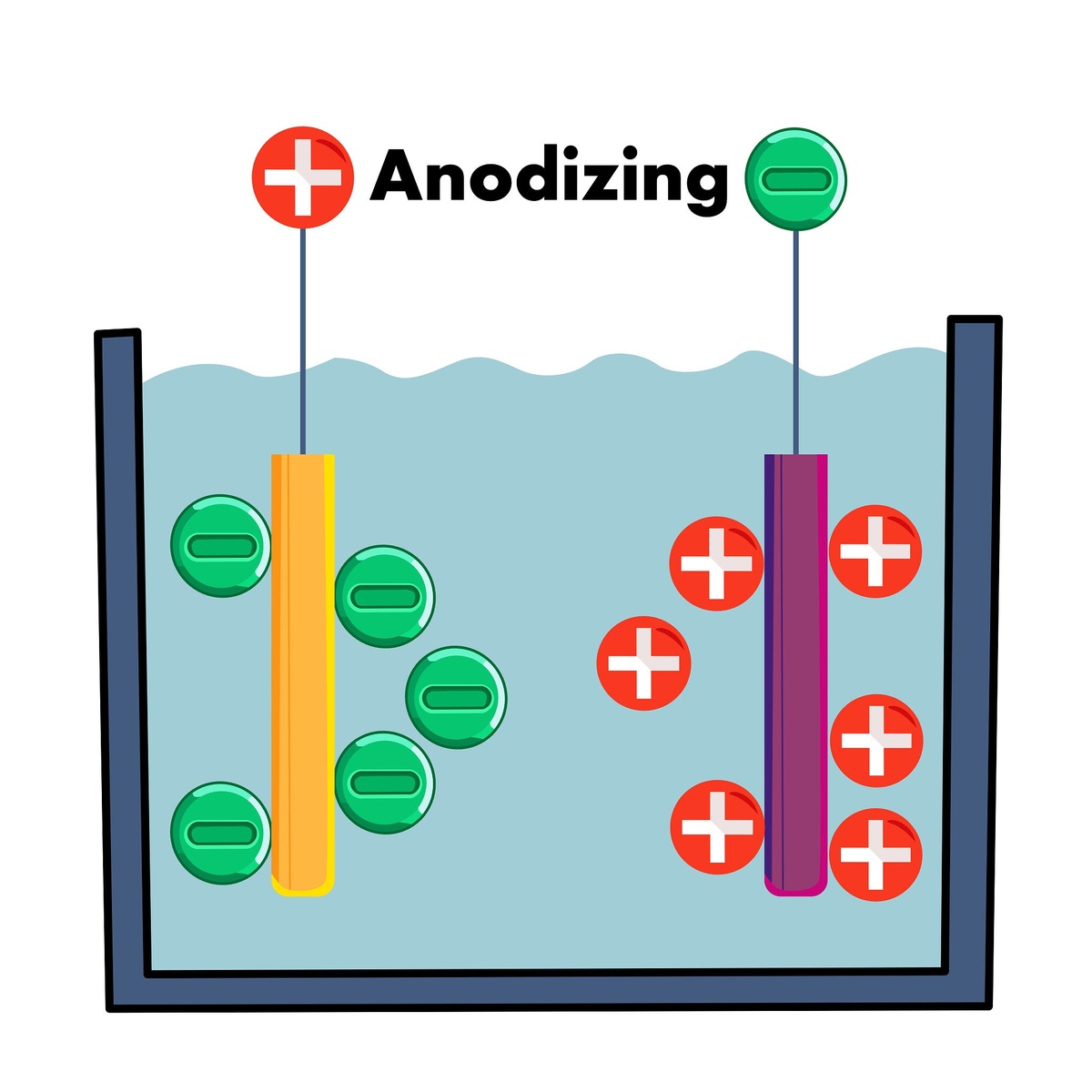
- Электролиз (основной этап): деталь погружают в ванну с электролитом (смесь кислоты с дистиллированной водой).
Температура: процесс идет при низких температурах. Именно холод замедляет растворение образующейся пленки, позволяя ей расти в толщину.
Ток: подается постоянный или импульсный ток высокой плотности. Поверхность детали преобразуется в твердый оксид алюминия.
Мы долгое время не могли понять – взаимосвязь стабильного покрытия и протекающими процессами. Например – если державка, на которой закреплены детали в ванне нагревается – то в этот момент детали в ванне при анодировании «горят» и процесс происходит не правильно. Так же важен процесс перемешивания электролита.
Только через полгода экспериментов вышли на вольтаж, подаваемый в ванну анодирования, который давал необходимую плотность тока, для качественного покрытия. Причем на разную площадь подавая одинаковый вольтаж имеем каждый раз разную плотность тока.
И грамотный гальваник постоянно бдит чтобы вольтаж рос при анодировании в пределах разумного, периодически корректируя его на пульте управления блоков питания.
Как правило, в зависимости от площади деталей время нахождения деталей под током - от 40 минут до 1,5 часов. Меньше нельзя - не будет должной толщины керамической пористой пленки, и больше тоже нет смысла, так как прирост будет не возможен.
Интересное наблюдение - в зависимости от марки сплава наблюдается разный цвет покрытой и пока не открашенной детали. От серого до золотистого и желтого. На появление разных цветов у анодированной детали влияет количество и тип легирующих добавок сплава. В каких то сплавах больше меди. В каких то присутствует цинк и т.д.
3. Промывка окрашивание и уплотнение: тщательная промывка только в деионизированной воде.
Размещение державки с деталями в ванне с красителем. Как правило используется кислотный краситель (можно на анилиновой основе).
Так же в 2026 году планируем запустить окрашивание деталей в разные цвета.
Красный, фиолетовый, зеленый и т.д.
Для максимальной коррозионной стойкости поры оксидной пленки «закрывают» . Этот процесс называется уплотнение. Есть разные варианты - в горячей воде или специальных растворах. Однако для деталей, требующих максимальной износостойкости, уплотнение иногда пропускают, чтобы сохранить микротвердость.
Это тоже не быстрый этап. Буквально полный цикл: это час в ванне окрашивания и час в ванне уплотнения.
Мы применяем горячее уплотнение - в кипящей дистиллированной воде.
Ну и после того как деталь побывала в ванне уплотнения - её отправляют в печь сушки. Где при мягком температурном режиме деталь досушивается.
После этого отправляется на сборку целого изделия.
Важно соблюдать технику безопасности. Работать в защитном костюме, очках и резиновых печатках. Часто мыть руки.
Так же мы соблюдаем экологичность процесса. У предприятия есть квалифицированные специалисты по обращению с отходами I-IV класса опасности. Имеется экологический паспорт предприятия и заключен договор на вывоз и утилизацию отходов.
__________________________________________________________________________________________
Наши контакты:
В группе во «ВКонтакте» https://vk.com/rost124.
Канал в МАКС https://max.ru/id2460115526_biz
На сайте РОСТ - Русские Оружейные Спортивные Технологии (rost124.ru).
По номеру телефона +7 965 898 8888 (звонки, Телеграмм, Макс).
Мы на дзене: https://dzen.ru/id/66bb200c854f8e733bf692a6
Доставка осуществляется CDEK или Почтой России. Срок от оформления до получения заказа 4-7 дней.
Метких вам выстрелов!