При сварке металлов электродами важно следить за глубиной проплавления, качеством шва, расходом материалов и избегать дефектов. Для этого меняют полярность.
Основные причины:
Контроль нагрева.
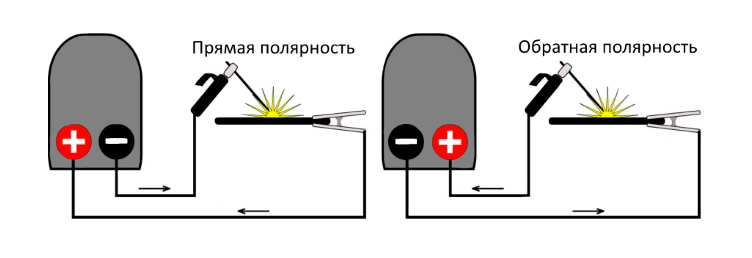
При прямой полярности («минус» на электроде) металл нагревается сильнее. Это позволяет глубоко проплавить толстые заготовки (от 3–4 мм). Обратная полярность («плюс» на электроде) направляет основной нагрев на электрод. Это снижает риск перегрева тонких металлов, таких как нержавеющая и высоколегированная сталь.
Минимизация дефектов и расхода.
Обратная полярность уменьшает разбрызгивание, стабилизирует дугу, снижает выгорание легирующих элементов. Это сохраняет свойства сплавов. Электроды при обратной полярности плавятся медленнее, что экономит их расход.
Учёт типа металла.
Прямая полярность подходит для толстых металлов, требующих глубокого провара. Обратная полярность лучше для тонких листов, чугуна и нержавейки, склонных к деформации или перегреву.
Избежание ошибок.
Неправильный выбор полярности приводит к плохому проплавлению, большому количеству брызг, перегреву электрода или дефектам шва.
Таким образом, изменение полярности оптимизирует сварку под конкретные материалы и задачи.