Здравствуйте, в предыдущей статье мы собирали форматно-раскроечный станок JIB MJ12II-1600. В этой статье мы покажем, как подготовить станок к работе и настроить его.
В первую очередь настраиваем направляющую каретку. Чтобы найти ее положение относительно рабочего стола, необходимо передвинуть ее в самое крайнее правое положение.

Мы видим, что параллельный упор полностью перекрыл подрезной диск. Если мы передвинем направляющие еще дальше вправо, то упор уйдет, и мы только сократим ход каретки. Если мы передвинем направляющие влево, мы не сможем параллельным упором перекрыть подвижной диск, и пиление будет начинаться не с нужного нам места.
Далее нам необходимо настроить положение каретки. Наша плоскость каретки должна быть в плоскости рабочей поверхности, но при этом находиться выше нее примерно на 0.1 мм.
С помощью индикаторной головки на магнитной стойке мы находим положение переднего края каретки относительно рабочего стола. Далее с помощью поверочной линейки мы проверим параллельность наших столов на просвет.
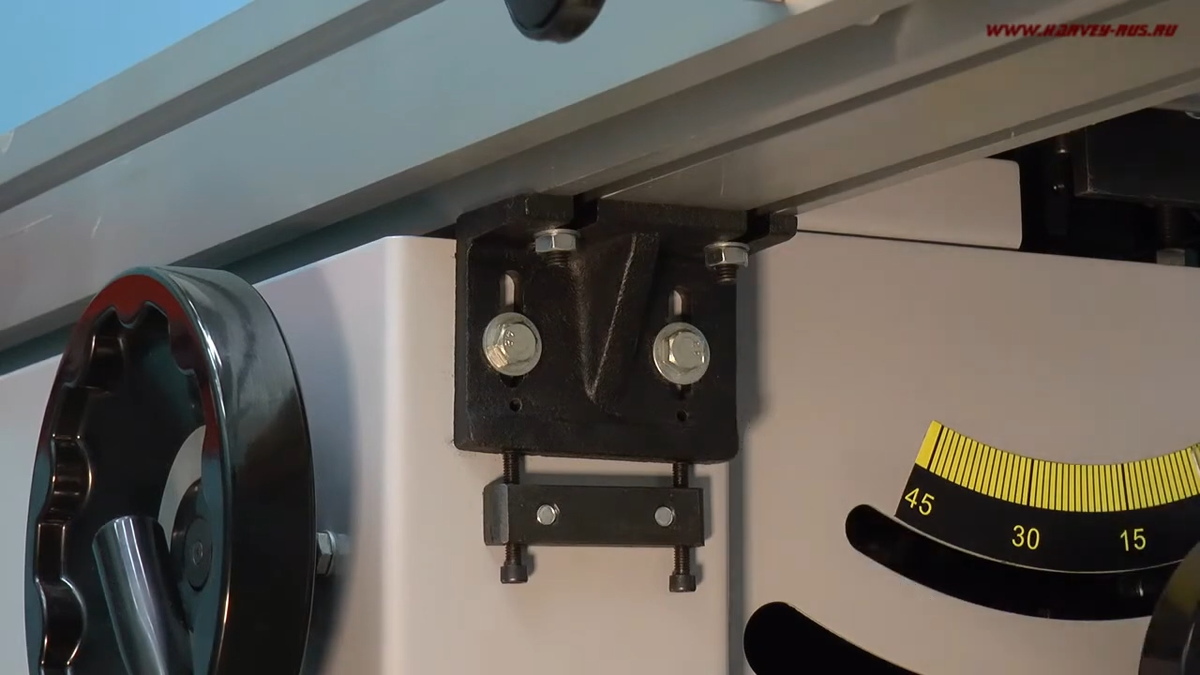
Рассмотрим конструкцию кронштейна. Два регулировочных винта (снизу) настраивают высоту каретки и параллельность рабочему столу. Два фиксирующих болта (посередине) используют для регулировки стола вверх/вниз. С помощью верхних болтов с горизонтальной прорезью регулируют параллельность ходовой линии пильному диску.
Необходимо настроить каретку так, чтобы ее паз был параллелен пильному диску. Для этого ослабляем два фиксирующих винта и добиваемся того, чтобы передний край каретки был выше стола на 0.1 мм. После этого вторым винтом регулируем каретку так, чтобы она стала параллельна рабочему столу.
Далее мы передвигаем индикатор на каретку и видим, что каретка ниже практически на полмиллиметра. Поднять ее можно с помощью первого регулировочного винта. Когда она достигнет положения 0, то сравняется с рабочим столом.
Теперь вторым регулировочным винтом мы выставим каретку параллельно плоскости рабочего стола. Устанавливаем поверочную линейку на каретку. Наша каретка параллельна рабочему столу.
Далее подвинем каретку максимально назад. Нам нужно измерить расстояние от края паза до зуба диска.
Теперь передвигаем каретку максимально вперед и замеряем аналогичное расстояние между зубом и пазом. Если расстояния не совпадают, необходимо чуть-чуть сдвинуть кронштейн, чтобы выровнять расстояние. После этого фиксирующие болты затягиваются окончательно.
Далее отрегулируем положение подрезного диска. Помните, что он немного толще основного пильного диска. Замеряем штангенциркулем толщину зубьев. На основном пильном диске — она примерно 2.8 мм, на подрезном диске — от 3 до 3.3 мм. Подрезной диск должен быть строго посередине пропила и иметь одинаковые выходы зубьев за основной пропил.
Далее настраиваем расширительный стол и подвижную каретку. Они должны быть на одном уровне. Стол может находиться как спереди, так и сзади. Для настройки просто ставим любой брусочек либо проверочную линейку и ослабляем крепление. Выравниваем стол по линейке до касания и фиксируем.
Далее настроим параллельный и поперечные упоры. Параллельный упор настраивается по пазу в столе. Тяжелее настроить поперечный упор на угол 90 градусов. На заводе уже есть разметка и упор выставлен по ней. Но перед распилом, как правило, выполняется поверка. Один из самых простых способов — это распил с двух сторон от одной базы. Для этого берется достаточно крупная деталь — чем она длиннее, тем точнее получим результат.
Подробнее о настройке поперечного упора вы узнаете из нашего видео. На этом настройка и проверка станка окончена. Можно приступать к работе. При необходимости вы можете всегда снять ненужные узлы — например, расширительный стол, и использовать станок как обычную столярную пилу. На этом мы заканчиваем. Всего вам хорошего и до свидания!