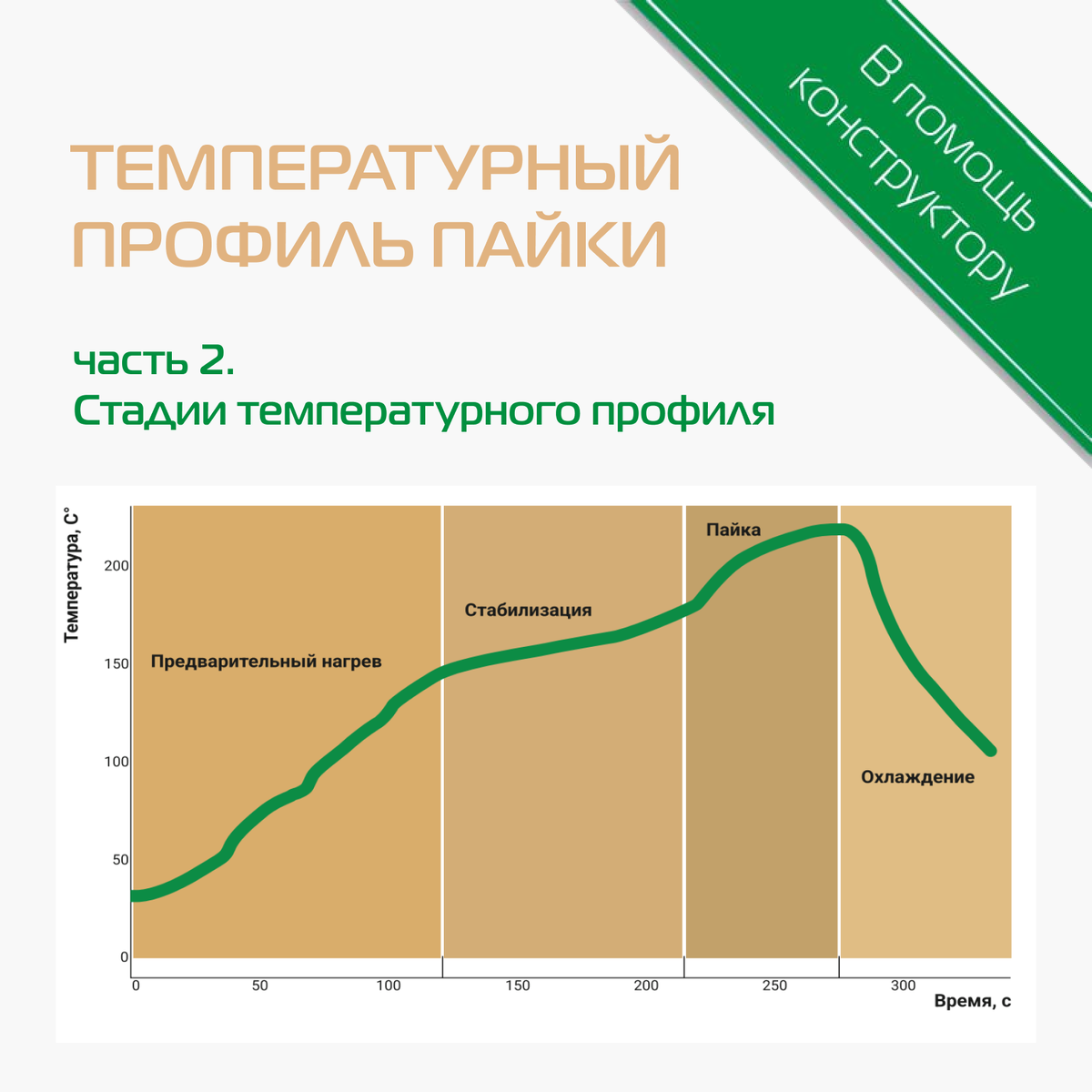
Температурный профиль можно разделить на четыре основные стадии:
1. предварительный нагрев
2. стабилизация (зона температурного выравнивания)
3. оплавление (пайка)
4. охлаждение
Нижеуказанные температуры соответствуют среднестатистической свинцовой паяльной пасте на основе сплавов Sn62/Pb36/Ag2 и Sn63/Pb37. При использовании конкретной паяльной пасты рекомендуется уточнять параметры температурного профиля у производителя данной пасты.
✅Стадия предварительного нагрева
Данный этап позволяет снизить тепловой удар на электронные компоненты и печатные платы. При использовании свинцовых паяльных паст предварительный нагрев рекомендуется осуществлять до температуры 95-130 С°, скорость повышения температуры для ступенчатого профиля 2-4 С°/сек, для линейного – 0,5-1,3 С°/сек.
✅Стадия стабилизации
Стадия стабилизации (температурное выравнивание) необходима для равномерного прогрева печатной платы с установленными компонентами и активизации флюса. Повышение температуры должно происходить очень медленно. Данная стадия должна обеспечить нагрев всех компонентов на плате до одинаковой температуры, что предотвращает повреждение компонентов от теплового удара.
Максимальная активация флюса происходит при температуре около 150 С°, рекомендуемый диапазон температур – 150-170 С°. Рекомендуемое время стабилизации для ступенчатого профиля составляет 90-150 сек. В линейном профиле время стабилизации считается достаточным в среднем около 30 сек.
✅Стадия оплавления
На стадии оплавления температура в печи повышается до заданных пиковых значений, происходит формирование паяного соединения. Для образования надежного паяного соединения максимальная температура пайки должна превышать на 30-40 С° температуру точки плавления паяльной пасты. Время, в течение которого печатная плата находится выше точки плавления, должно быть в заданных в спецификации пределах, как правило, 30-90 сек. Скорость повышения температуры в зоне оплавления должна составлять 2-4 С°/сек.
✅Стадия охлаждения
Для обеспечения максимальной прочности паяных соединений и предотвращения температурного стресса скорость охлаждения рекомендуется держать в пределах 3-4 С°/сек до температуры ниже 130 С°. Наилучшим вариантом является охлаждение до 100 С°.