Усадка
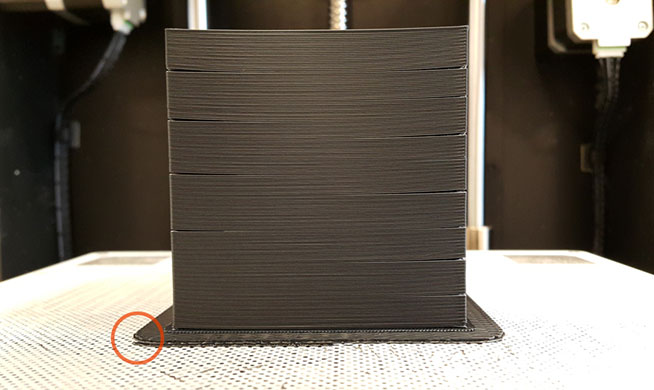
Когда материал нагревается, он расширяется, а когда остывает - сжимается. Это может быть проблемой при использовании 3D-принтеров, потому что усадка может вызвать отрыв модели от столика.
Чтобы этого избежать, многие принтеры имеют подогреваемые платформы, чтобы держать нижние слои модели теплыми.

Но даже это не всегда помогает, так как усадка может сделать края модели кривыми.
Использование термокамер с термостатированием - лучшее решение, потому что она позволяет держать весь пластик в теплом состоянии до конца печати.
Для работы с АБС-пластиком часто достаточно пассивной термокамеры, хотя активные более точные, но и дороже.
Настройки температуры
Для печати ABS рекомендуется использовать температуру в диапазоне 240-270°C, начиная средним значением около 250-255°C. Датчики 3D-принтера могут быть неточными, поэтому возможно потребуется небольшая корректировка.
Важно не устанавливать слишком высокую температуру, чтобы избежать расплавления и растекания пластика.
Слишком низкая температура может привести к проблемам с выдавливанием расплава. Для столика рекомендуется поддерживать температуру в диапазоне 90-110°C. Обычно столик прогревается до температуры размягчения полимера, для ABS это около 93°C. Рекомендуется использовать подогреваемую платформу для печати на 3D-принтере, чтобы избежать деформации изделий и улучшить качество печати.
Бримы и рафты
Бримы и рафты используются для улучшения адгезии модели к рабочей поверхности при 3D-печати.
Бримы соединяются с периметром модели и служат расширением нижних слоев, а рафты служат подложками.
Обдув
При 3D-печати ABS зачастую используется обдув укладываемых слоев, однако это необходимо только при 3D-печати на высоких скоростях. Включать обдув или нет — зависит от конкретных настроек, но постарайтесь взять за правило отключение обдува как минимум при укладке первых нескольких слоев. Это будет способствовать лучшему схватыванию с поверхностью столика.
Адгезионные средства
Перед 3D-печатью не поленитесь почистить поверхность столика, а затем нанесите слой адгезионного средства. Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо клей-лак, либо клей-карандаш, либо раствор клея БФ-2.