Обработка тонких деталей с постоянной шероховатостью в интервале от 20 до 30 Rz – это сложная задача, требующая особого внимания. В современных условиях это востребовано в процессе обработки изделий из тонколистовых нержавеющих сталей и алюминия. Однако, на пути к достижению постоянной шероховатости производственники сталкиваются с негативными факторами:
Первый аспект, на который следует обратить внимание, это толщина обрабатываемой поверхности. Обработка слишком тонких деталей может привести к нарушению геометрии изделия в результате воздействия пескоструйной струи. Важно найти оптимальный баланс между толщиной детали и качеством обработки.
Еще одним важным фактором является однородность шероховатости, оказывающая существенное влияние на качество покрытия. Равномерность шероховатости становится критическим фактором, особенно при работе с тонкими деталями.
Скорость выполнения работ также играет важную роль в процессе обработки. Балансирование между достижением требуемой шероховатости и эффективностью процесса может быть непростой задачей.
Наконец, необходимо обратить внимание на достижение необходимой адгезии – важного аспекта для успешной обработки.
Наша компания нашла решение для всех вышеуказанных факторов. Мы разработали, протестировали и успешно внедрили у одного из наших заказчиков инновационную технологию подготовки поверхности, основанную на использовании абразивного материала Garnet R - BlastMedium.
Используя гранатовый абразив Garnet R - BlastMedium с высокой однородностью и специально разработанные режимы работы струйного оборудования, позволили нам достигать требуемого профиля шероховатости в интервале от 20 до 30 мкм на изделиях из тонколистовых нержавеющих сталей и алюминия. Наша технология дает надежные результаты, способствуя повышению качества обработки и эффективности производства.
Это стало возможным благодаря сочетанию современных материалов и передовых методов обработки, что делает нашу технологию идеальным выбором для достижения высокой шероховатости на тонких деталях. Мы с гордостью предлагаем эту инновацию нашим клиентам, чтобы обеспечить им передовые решения и превосходное качество обработки.
Нержавеющая сталь (29,7 Rz) До обработки

Нержавеющая сталь (29,7 Rz) После обработки Garnet R - BlastMedium
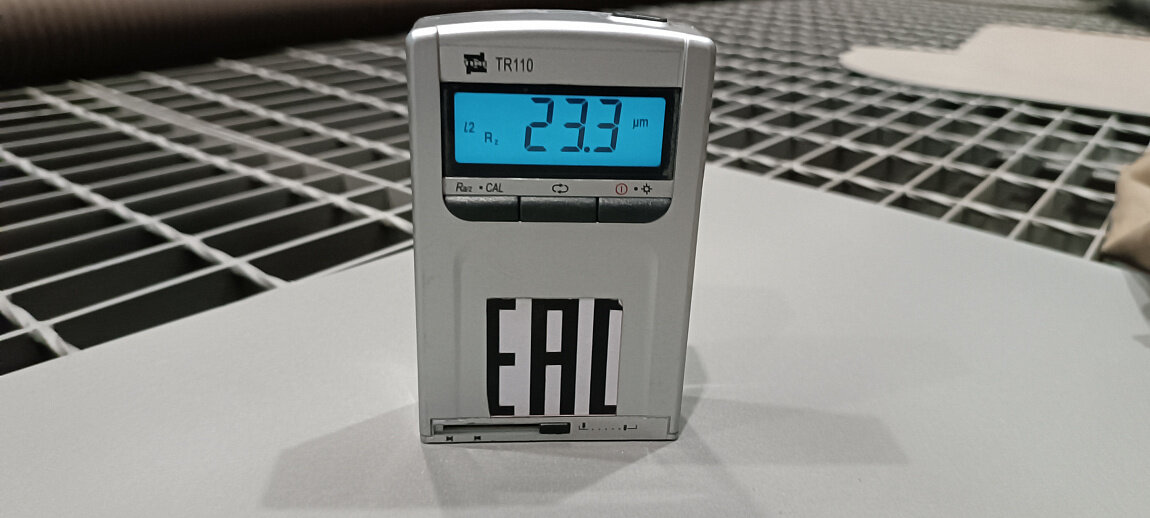
Черный металл (23,3 Rz) До обработки
Черный металл (23,3 Rz) После обработки Garnet R - BlastMedium