Нанесение размеров на чертеже детали, обрабатываемой на токарном станке. Простановка размеров ведется от правого торца, от базы наладки. При токарных методах обработки правый торец обрабатывается первым; от него производят наладку упоров, режущего инструмента и измерения детали. При простановке размеров от базы наладки цепным или комбинированным методом установка инструмента усложняется. Поэтому, если по конструктивным соображениям не требуется применения цепного или конструктивного метода, то простановку размеров рекомендуется производить от базы наладки только координатным методом.
Рассмотрим приблизительную технологию изготовления вала (рис. 1, а) и соответствующей ей методики простановки размеров.
Первый этап – обработка торцов заготовки (рис. 1, б) установка точного размера заготовки вала.

Второй этап – выполнение центровочных отверстий (рис. 1, в).
Центровочное отверстие выполняется с обеих сторон заготовки. Центровочное отверстие изображается в разрезе, размеры его конструктивных элементов не проставляются, на чертеже наносится его условное обозначение. Допускается не изображать центровое отверстие на чертеже, ограничившись лишь его обозначением. Все последующие операции выполняются при установке вала в центрах.
Третий этап – формирование участков вала начиная от его правого торца вала (рис.2)
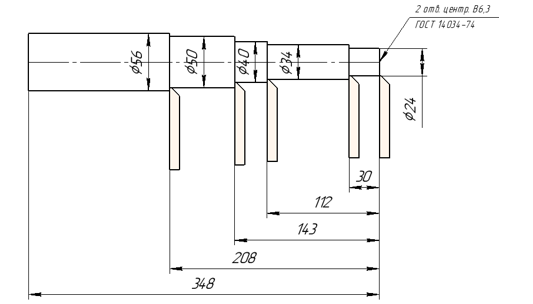
При первом шаге формируется участок вала диаметром 50 мм и длиной 208 мм, отмеряя размер от правого торца вала. Вторым шагом формируем участок вала диаметром 40 мм и длиной 143 мм. Третьим шагом формируется цилиндрический участок вала под шлицы диаметром 34 мм и длиной 112 мм, четвертым шагом формируется цилиндрический участок вала длиной 30 мм и диаметром 24 мм под метрическую резьбу.
Четвертый этап (рис. 2, б) – формирование участков от левого торца вала. При первом ходе формируется участок диаметром 45 мм и длиной 90 мм. При втором ходе формируется участок вала диаметром 40 мм и длиной 30 мм.
Пятый этап - с обоих торцов, с помощью проходного резца с углом при вершине 45 градусов, создаем фаски 2,5×45 (рис. 4).
Цилиндрические поверхности вала подвергаются тонкому шлифованию. Для обеспечения перебега шлифовального круга относительно обрабатываемой поверхности
На шестом этапе выполним канавки для выхода шлифовального круга из режима резания. Все канавки на валу (на рис. 4 обозначены I-IV) независимо от диаметров участков вала должны иметь одинаковые размеры и выполняться одним резцом.
На седьмом этапе выполним проточку (на рис. 4 обозначена VI) для выхода резца и получения резьбы полного профиля по всей длине участка.
Восьмой этап – это нарезание мелкой метрической резьбы на участке диаметром 24 мм и длиной 30 мм (рис. 4).
Девятый этап – выполнение пазов под призматические шпонки и ус многолапчатой шайбы (рис. 5).
Пазы под призматические шпонки глухие, для уса шайбы полуоткрытый. Пазы выполняются концевой фрезой. На валу имеется два паза под призматическую шпонку, несмотря на различные диаметры участков, оба паза делаем одинаковыми с размерами, соответствующими меньшему диаметру. На чертеже обязательно выполняется сечение вала в местах расположения пазов и выполняется выносной элемент сечения, на котором проставляются основные размеры шпоночного паза, допуски на основные размеры и шероховатость рабочих поверхностей паза.
Выходной конец вала имеет шлицы, которые формируют с помощью дисковой фрезы. На чертеже обязательно размещается сечение шлицевого участка вала, приведено его обозначение и указана длина рабочей части шлиц (рис. 6).
Простановка полей допусков (отклонений размеров) на чертеже вала
Для установки зубчатых колес на вал в редукторах общего назначения в механизмах, работающих при небольших нагрузках и подвергающихся частым разборкам, обычно применяется одна из переходных посадок: H7/k6, H7/m6, при редких разборках применяются посадки: H7/n6, H7/js6. В обоих случаях требуется дополнительное крепление колес от осевого перемещения (пружинными кольцами, установочными винтами, распорными втулками, гайками и т.д.). Посадка зубчатых колес на валы в тяжело нагруженных передачах, работающих при вибрационных и ударных нагрузках, осуществляется по одной из прессовых посадок: H7/r6,H7/s6. Применение этих посадок наряду с повышением надежности соединения предохраняет колеса от осевого перемещения. Зубчатые колеса, нуждающиеся в осевом перемещении (в коробках передач), сажаются на валы с использованием подвижных посадок: H7/h6, H7/g6, H7/f6. Использование прессовых или переходных посадок с гарантированным натягом создает трудности в сборке шпоночного соединения зубчатого колеса и вала. Для правильной сборки необходимо вначале совместить шпонку и шпоночный паз в ступице зубчатого колеса и только потом производить его запрессовку на вал. Для этого делают переход с посадки с зазором H7/h6 на прессовую H7/s6 в сечении, где шпонка имеет постоянное сечение (рис. 7). Подшипник устанавливается на вал по переходной посадке с гарантированным натягом, причем секция вала может имеет любую длину. Для повышения технологичности сборки длина запрессовки должна быть минимальной.
Простановка на чертеже шероховатости поверхности
Шероховатость поверхности элементов вала выбирается по таблице
Между видом обработки, допуском и шероховатостью поверхности существует прямая связь, применяя те или иные виды обработки поверхности, получают вполне определенную шероховатость поверхности.