Дорогие друзья, всех приветствую! Сегодня я расскажу вам историю о том, как из, мягко говоря, «неудачной» заготовки получилась настоящая конфетка. Но обо всём по порядку.
Пролог: заказчик с трактором и идеей.
Пришёл ко мне человек с проблемой. Он, как истинный конструктор-самоучка, что-то колдовал со своим тракторишкой: что-то добавлял, что-то убирал, а что-то и вовсе переделывал. И вот, по его задумке, нужно было «подружить» ШРУС (шарнир равных угловых скоростей) со шлицевым валом.
Проблема в том, что у него нет станков, поэтому за реализацией своей идеи он обратился к «специалистам». Что там пошло не так — остаётся загадкой. Может, невнятное ТЗ (техническое задание), а мы все знаем: без понятного ТЗ результат будет ХЗ! Может, у мастера было своё видение решения проблемы. А может, специалист оказался просто рудопопом (с буквами «к» и «ж»). Это останется "тайной за семью печатями".
Глава 1. Заготовка, которая смогла удивить.
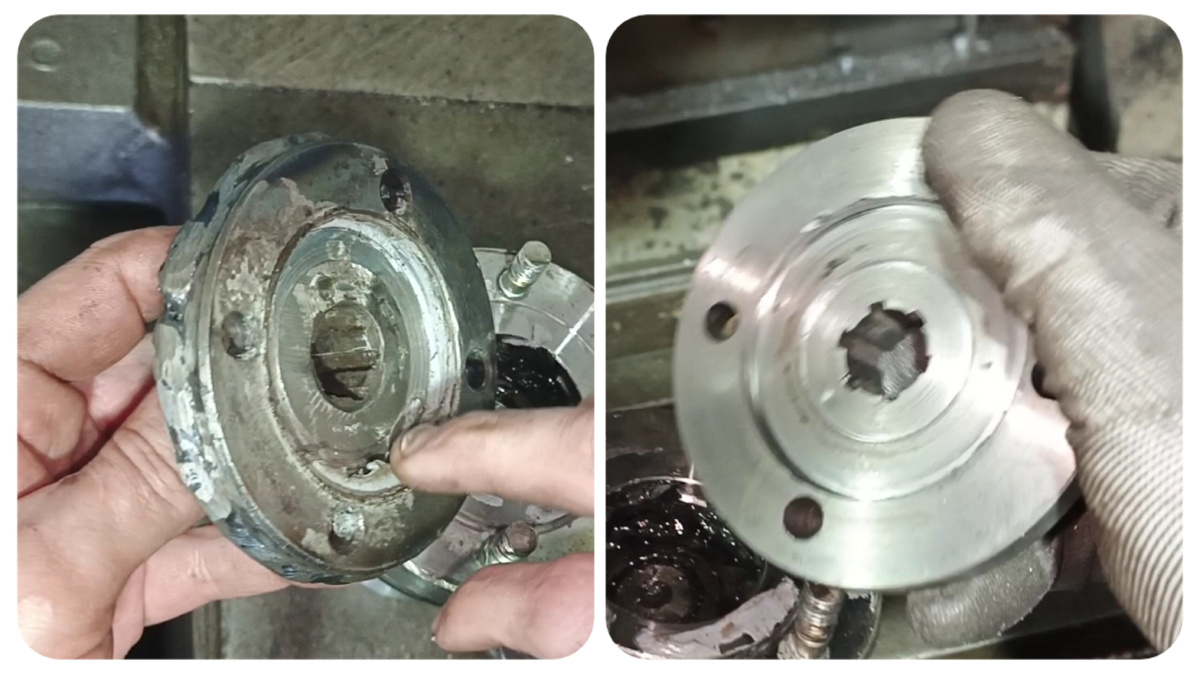
И вот заказчик принёс деталь… Вернее, не деталь, а пособие на тему «как не надо делать». Дело даже не в сварочном шве, который в народе называется «виноградным» (очень похож на гроздь ягод). И не в «почти ровно просверленных» отверстиях для крепления фланца.

Проблема была в самом методе изготовления — в полном пренебрежении базовыми принципами металлообработки. И как итог - совершенно непригодное к использованию изделие. Ввиду своей "лютой" не соосности.
Глава 2. Оправка и Микеланджело.
Я взялся за эту работу. Сначала сделал оправку, чтобы проверить отклонение от соосности. На ней же убрал всё лишнее и оставил только нужное. Прям как Микеланджело, отсекающий от гранитной глыбы всё лишнее.
Затем я взялся за будущий фланец. Пришлось подобрать «кругляк» Ø90 мм. И тут я бодрым шагом направился к аппарату ручной электродуговой сварки.
Глава 3. Сварка: жар, как для шашлыка.
На аппарате я выставил солидный ток — около 120 ампер, чтобы провар (это термин свариваемости металлов между собой) был хорошим. Хозяйки поймут: это как дать нормальную температуру в духовке для пирога (на 110° получится подошва). А мужикам, кто хоть раз жарил шашлык, ясно: в мангале должен быть жар и много! На трёх угольках шашлык будет до китайской Пасхи «томиться».
Раз-два, и два добрых шва готовы! Размеры заготовок я сделал с припуском на обработку, чтобы естественные неровности шва «ушли» после токарки.
Глава 4. Оправка: ключ к точности.
Теперь снова нужно было делать оправку. Это такая имитация будущего шлицевого вала. И каждый раз оправка изготавливается заново!
Именно обработка заготовки на оправке и за одну установку (без снятий и переворотов) даёт однозначную соосность радиальных поверхностей (цилиндры внутренние и наружные) и перпендикулярность торцевых поверхностей. Как раз то, что и нужно было заказчику в его конструкторском видении.
Глава 5. Финальный аккорд: координатное сверление.
Когда с токарной обработкой было завершено, осталось координатно (то есть на нужном расстоянии друг от друга и правильном расположении от внутреннего «колечка») просверлить четыре крепёжных отверстия.
И тут УЦИ (устройство цифровой индикации) показало себя во всей красе. Легко, просто, точно и надёжно — сказка и удовольствие!
Эпилог: довольный заказчик и философия мастера.
Прошло вполне разумное время, и вуаля! Довольный заказчик уже светится лицом, горячо благодарит и восхищается хорошей работой. А ваш покорный слуга скромно говорит: «Да ладно, так каждый смог бы…»
Но в голове вертиться — это наверное, какая-то моя личная и особая философия, которая почти физически не позволяет отдавать заказчику бракованную деталь. Это где-то в подкорке. Где-то очень глубоко. Может, впитано «молоком матери» или «добыто в уличных потасовках», где за «базар нужно отвечать»…
К сожалению, подобный подход всё чаще становится редкостью и архаизмом. Но верится, всё обязательно наладится, и крепость слова снова будет в чести!
P.S.Автор напоминает: «Стружка вьётся — а мастерство просто так не даётся! А если что-то не получается, всегда можно сказать: „Это не проблема, это возможность для творчества!“».