Лазерная резка латуни — оптимальный выбор для задач, требующих сочетания точности, эстетики и скорости. Успех зависит от правильной настройки мощности, газа и фокусировки, а также учета особенностей сплава (состав, толщина). Технология продолжает развиваться, расширяя возможности применения латуни в инновационных проектах.
Ключевые аспекты и особенности
1. Основы процесса
Лазерная резка латуни — это высокоточный метод разделения или создания деталей из латунных листов с помощью сфокусированного лазерного луча. Латунь (сплав меди и цинка) популярна благодаря:
· Высокой прочности и пластичности.
· Эстетичному виду (золотистый оттенок).
· Устойчивости к коррозии.
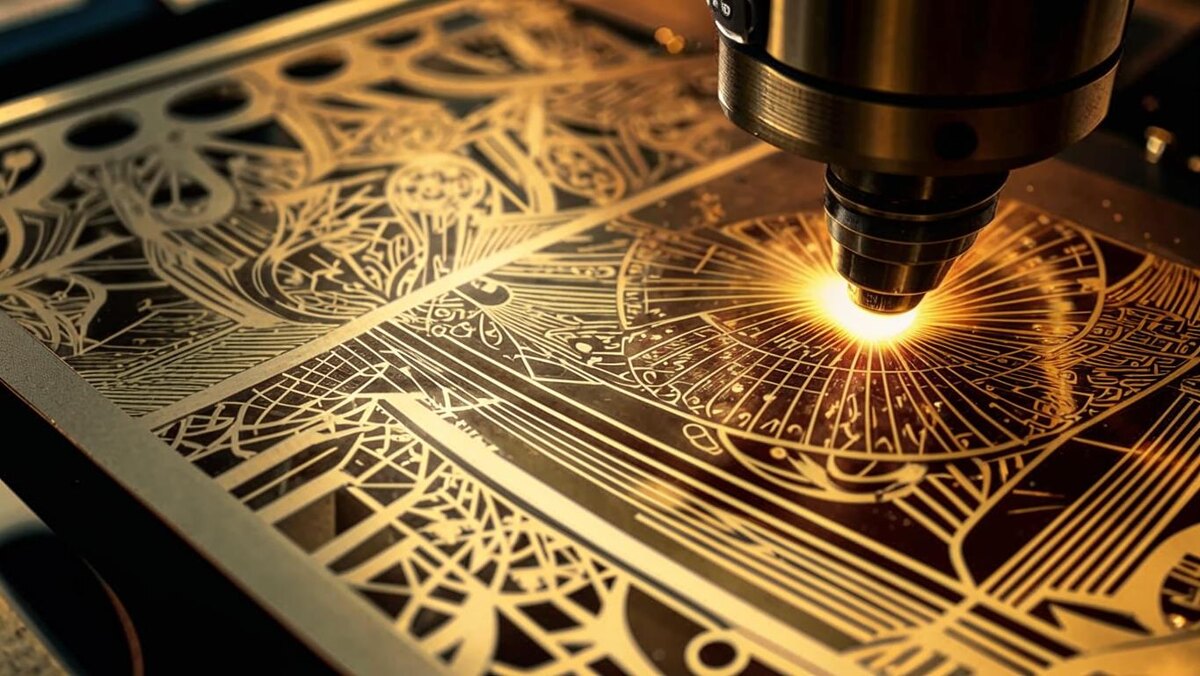
2. Принцип работы
Лазерный луч нагревает и плавит материал в зоне резки, формируя точные контуры. Процесс схож с резкой алюминия, но имеет нюансы из-за свойств латуни.
3. Специфика обработки латуни
· Поглощение излучения:
Латунь обладает высокой теплопроводностью, что требует точного подбора параметров:
· Длина волны: Оптимальны волны ближнего ИК-диапазона (например, волоконные лазеры 1 мкм).
· Мощность: Настраивается в зависимости от толщины листа (ниже для тонких материалов, выше для толстых).
· Образование оксидной пленки:
В зоне реза может возникать оксидный слой (из-за реакции с кислородом). Решения:
· Использование инертного газа (азот) для минимизации окисления.
· Постобработка (химическая очистка, шлифовка).
· Качество кромок:
Преимущество метода — гладкие, ровные края без деформации. Это важно для:
· Декоративных изделий (ювелирные украшения, элементы интерьера).
· Технических деталей (электроника, точная механика).
4. Ключевые параметры резки
· Скорость: До 20 м/мин для тонких листов (0.5–2 мм), снижается для толщины свыше 5-8 мм.
· Газовая среда:
Азот — обеспечивает чистые кромки.
· Фокусировка луча:
Положение фокуса корректируется относительно поверхности (выше для тонких листов, ниже для толстых).
5. Преимущества технологии
· Точность: Возможность создания сложных геометрий с допусками до ±0.1 мм.
· Минимальные отходы: Экономия материала за счет узкого реза (0.1–0.3 мм).
· Безконтактность: Отсутствие механического воздействия, что сохраняет структуру материала.
· Скорость: Высокая производительность в серийном производстве.
6. Проблемы и решения
· Тепловое воздействие:
Контроль мощности и скорости для предотвращения деформации.
· Удаление оплавлений:
Использование газового сопла для выдува расплава из зоны реза.
· Техобслуживание:
Регулярная очистка оптики от для сохранения качества луча.
7. Применение
· Промышленность: Изготовление радиаторов, контактов, шестерен.
· Декор: Вывески, художественные элементы, сувениры.
· Электроника: Точные компоненты микросхем, разъемы.
8. Сравнение с традиционными методами
· Лазер vs. Механическая резка:
· Лазер: Чище кромки, выше скорость для тонких листов.
· Механическая обработка: Эффективнее для толщин свыше 10–15 мм.

Выгодные стороны лазерной резки латуни
Лазерная резка латуни обладает рядом уникальных преимуществ, которые делают её предпочтительной технологией для современных производственных задач. Вот ключевые преимущества:
1. Высокая точность и повторяемость
· Микронные допуски: Лазер позволяет достигать отклонений до ±0.1 мм, что критично для изготовления сложных деталей (например, шестерен, электронных компонентов).
· Сохранение геометрии: Идеально подходит для массового производства, где требуется идентичность тысяч деталей.
2. Минимальная деформация материала
· Локализованный нагрев: Лазер воздействует точечно, предотвращая тепловую деформацию даже тонких листов латуни (0.5–2 мм).
· Сохранение структуры: Отсутствие механического давления исключает микротрещины и внутренние напряжения.
3. Бесконтактная обработка
· Нет износа инструментов: Лазер не контактирует с материалом, что устраняет затраты на замену фрез, сверл и других расходников.
· Чистота процесса: Исключается риск загрязнения латуни смазочными материалами или металлической стружкой.
4. Возможность сложных резов
· Фигурные и микродетали: Лазер легко создает:
· Ажурные узоры (для декоративных элементов).
· Миниатюрные отверстия (в электронных платах).
· Контуры с острыми углами и изгибами.
· Гибкость дизайна: Нет ограничений, характерных для механической резки.
5. Экономическая эффективность
· Снижение операционных расходов:
· Высокая скорость обработки (до 1000 мм/с для тонких листов).
· Минимизация отходов благодаря узкому резу (0.1–0.3 мм).
· Долгий срок службы оборудования: Отсутствие трения и износа увеличивает ресурс лазерных установок.
6. Экологичность и безопасность
· Устойчивое производство: Меньше отходов латуни и энергии на переработку.
· Контроль выбросов: Современные системы фильтрации нейтрализуют пары цинка, образующиеся при резке.
7. Универсальность применения
Лазерная резка востребована в следующих отраслях:
· Машиностроение: Точные детали для станков, крепежные элементы.
· Автомобилестроение: Радиаторы, контакты, элементы салона.
· Электроника: Микросхемы, разъемы, экранирующие компоненты.
· Ювелирное дело: Украшения с гравировкой и сложными узорами.
· Декор и искусство: Художественные панно, таблички, сувениры.
Оптимизация мощности лазера для резки латуни: пошаговый подход
Для определения идеальных параметров мощности операторы лазерного оборудования проводят серию тестов, учитывая специфику материала и задачи. Вот ключевые этапы процесса:
1. Подготовка образцов
Материал: Используются образцы латуни той же марки и толщины, что и в производственном процессе.
Геометрия: Вырезаются стандартные формы (квадраты, круги) или имитируются реальные детали для оценки качества под разными углами.
2. Выбор диапазона мощности
Стартовые значения:
- Для толщины 0.5–2 мм: 1,5–3,0 кВт.
- Для толщины 3–8 мм: 3,0–6,0 кВт.
- Для толщины >10 мм: 12–20 кВт.
Шаг изменения: Мощность регулируется с шагом 100–200 Вт для тонких листов и 400–500 Вт для толстых.
3. Проведение тестовых резов
Параметры теста:
- Фиксируются: мощность, скорость, тип газа, фокусное расстояние.
- Выполняется несколько параллельных резов на одном образце для сравнения.
Контрольные точки:
- Скорость: Начинают с рекомендованных значений (например, 500 мм/с для 2 мм), корректируют при необходимости.
- Газовая среда: Азот (для чистоты кромок) или кислород (для скорости).
4. Сохранение настроек
- Создание профилей: Оптимальные параметры (мощность, скорость, газ) сохраняются в памяти ЧПУ станка под конкретный материал.
- Документация: Результаты тестов фиксируются в таблицах с привязкой к толщине и марке латуни для быстрого доступа.
5. Внедрение в производство
- Автоматизация: Настройки импортируются в CAM-программы для массового производства.
- Мониторинг: Датчики станка отслеживают стабильность мощности и корректируют её в реальном времени.
Тестирование мощности — критический этап для достижения:
- Экономии ресурсов (снижение расхода газа, электроэнергии).
- Повторяемости в серийном производстве.
- Минимизации брака (до 1–2% против 10–15% при ручной настройке).
Регулярная калибровка оборудования и обновление профилей под новые партии материала гарантируют стабильно высокое качество резки.
https://toyar.ru/
Email: laser@mirograd.ru
Телефон: 8 800 222 81 42
Whatsapp: +7 953-884-14-04