Полуавтомат сварочный – аппарат, справиться с которым под силу даже новичку, не имеющему практики сваривания металла. Устройство оснащено механизмом, подающим сварочную проволоку в автоматическом режиме, благодаря чему не нужно отрываться от процесса для установки нового электрода. Как научиться варить полуавтоматом в домашних условиях практически с нуля? Что нужно для этого? Давайте найдем ответы на эти вопросы.
КОНСТРУКЦИЯ ПРИБОРА И ТЕХНОЛОГИЯ СВАРКИ
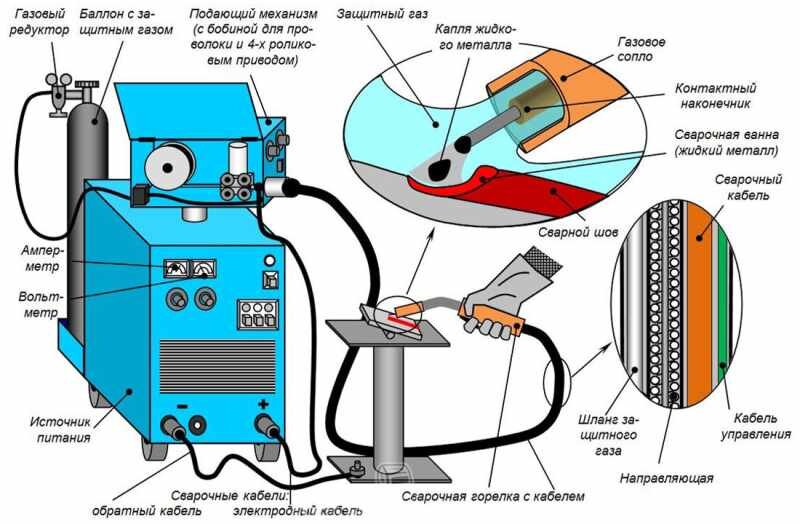
Сварочный полуавтомат состоит из источника питания, снабженного амперметром и вольтметром; системы управления; механизма для подачи проволоки (редуктор, четырехроликовый привод, электродвигатель); баллона с защитным газом, оснащенного газовым редуктором; сварочной горелки с кабелем; шлангов и кабелей.
Как работает полуавтомат? В процессе полуавтоматической сварки соединение металлических поверхностей происходит в среде защитных газов. Углекислый газ, водород, ацетилен, пиролизный, природные газы и их смеси вытесняют воздух из места сварки. Благодаря этому получается прочное соединение без пор, микротрещин, прожогов, следов шлака и прочих дефектов.
Пользоваться полуавтоматом не так и сложно. Сначала нужно подобрать оптимальную силу тока, учитывая толщину деталей. В некоторых моделях подбирается не сила тока, а напряжение. Как правило, в инструкции по эксплуатации есть настроечные таблицы, которыми рекомендуем воспользоваться.
После сварочный агрегат заправляется катушкой проволоки, производится регулировка ее натяжения. Предварительно сняв наконечник и сопло, стоит вывести проволоку на 15 см, затем установить сопло и наконечник на место и обрезать излишки проволоки.
Затем в соответствии с таблицами выставляется скорость подачи присадочного материала. В зависимости от модели аппарата это можно сделать при помощи сменных шестерен или же коробки переключения скоростей подачи.

После этого газовый баллон осматривается на предмет целостности, его надежно фиксируют, на редукторе выставляют рабочее давление, открывают вентиль подачи, зажигают дугу и приступают к сварке. При нажатии кнопки «Пуск» проволока автоматически поступает в зону сварки.
Перед приобретением прибора обязательно ознакомьтесь с преимуществами и недостатками полуавтоматической сварки.
ГДЕ ИСПОЛЬЗУЮТ ПОЛУАВТОМАТ
С помощью такого прибора можно варить практически все металлы – как черные, так и цветные, причем любой толщины. Наиболее часто при помощи полуавтомата соединяют поверхности из алюминия, циркония, чугуна, титана, магния, легированной и низкоуглеродистой сталей, сплавов цветных металлов.
Полуавтоматическая сварка широко распространена в быту: это и мелкий ремонт, и монтаж различных оград, и сбор металлических конструкций для теплиц, и изготовление емкостей, предназначенных для сбора воды. В промышленности, особенно автомобильной, применяется сваривание полуавтоматом. Тем, кто решит связать свою жизнь с работой на СТО, также не обойтись без знаний о том, как правильно варить полуавтоматом.
РАЗНОВИДНОСТИ ПОЛУАВТОМАТОВ
В зависимости от степени мобильности выделяют следующие виды полуавтоматов:
- Переносные. Перемещаются за расположенную в верхней части корпуса ручку, имеют небольшой вес.
- Передвижные. Могут перемещаться с помощью тележки на колесиках. Как правило, передние, имеющие меньший диаметр, поворотные, а задние неповоротные и большие по диаметру.
- Стационарные. Прибор зафиксирован на консоли или подставке, перемещению не подлежит.
По степени компактности приборы могут быть:
- Однокорпусными. Механизм подачи проволоки, система управления и источник тока заключены в один компактный корпус.
- Состоящими из двух частей. Первый блок включает в себя источник тока, снабженный системами управления и регулирования пуска. Второй блок образован сварочной горелкой, механизмом подачи и пультом управления.
В зависимости от характеристики тока приборы бывают:
- Бытовые. Сила тока такого оборудования не превышает 200 А. Для подключения подойдет бытовая сеть, имеющая напряжение 220 В. Для работы используются защитные газы или порошковая проволока.
- Полупрофессиональные. Сила тока составляет до 300 А. Для работы нужно использовать защитный газ и проволоку из стали, но подойдут и электроды для ручной дуговой сварки (если аппарат поддерживает функцию ММА-сварки).
- Профессиональные. Обладают силой тока 200-400 А. Для подключения предназначена трехфазная сеть, имеющая напряжение 380 В. Можно сваривать в том числе вольфрамовыми электродами.
Характер защитной среды также предопределяет разновидности приборов для полуавтоматической сварки. Аппараты могут быть предназначены для сварки:
- С флюсом.
- С газом.
- С порошковой проволокой.
Универсальным инверторным полуавтоматом можно производить соединение металла, используя любые типы сварки, вплоть до ручной дуговой. Для бытовых нужд прекрасно подойдут инверторы от таких производителей, как Сварог, Aurora, WESTER, КЕДР и т.д.
МАРКИРОВКА ПОЛУАВТОМАТИЧЕСКИХ ПРИБОРОВ ДЛЯ СВАРКИ
Если вы решили выбирать прибор для предстоящих работ самостоятельно, то немаловажно заранее осведомиться, как расшифровывается маркировка, нанесенная на корпус устройства и прописанная в техническом паспорте. Маркировка обычно состоит из последовательности 2-3 буквенных индексов, 3 цифр, 1-2 букв, 1 цифры.
Первая буква служит для характеристики изделия: если это П, то перед вами находится полуавтомат, если же У – то установка. Вторая и третья предназначены для указания на способ сварки — флюсовый (Ф) или флюсо-газовый (ФГ). Поскольку практически все полуавтоматы предназначены для сварки в среде защитных газов, то при маркировке некоторых моделей эти буквы могут быть пропущены.
Первая из цифр указывает на значение силы тока, измеряемой в сотнях ампер; вторая и третья – на модификацию прибора. Следующая за цифрами буква – рекомендуемые условия использования аппаратуры. Полуавтоматы могут использоваться и при умеренном климате (У), и при холодном (ХЛ), и даже в тропических условиях (Т). Последняя цифра служит для обозначения типа помещения, в котором рекомендуется проводить сварочные работы:
- На открытой площадке.
- Помещение без отопления.
- Помещение, имеющее натуральную вентиляцию.
- Помещение, имеющее принудительную вентиляцию, а также отопление.
- Помещение, уровень влажности в котором постоянно находится выше нормы.
КАКИЕ ШВЫ МОЖНО ПОЛУЧИТЬ БЛАГОДАРЯ ПОЛУАВТОМАТУ
Зная, как варить полуавтоматом, можно получить такие разновидности сварного шва, как точечный, сплошной и сплошной прерывистый. При точечном интервал между точками составляет от пары миллиметров до нескольких сантиметров, при сплошном точки расположены вплотную.
Как хорошо сварить металл полуавтоматом? Прежде всего, его можно соединять в потолочном, горизонтальном, вертикальном, нижнем положениях. Для сварки толстого металла используют методы каскадом или горкой. Многопроходные швы особенно необходимы при образовании тавровых соединений. Для соединения тонкого металла необходимо сначала прихватить поверхности в 2-3 местах, и только затем сварить окончательно.
Наибольшую сложность представляет сварка вертикальных швов, так как в процессе металл начинает стекать. Чтобы избежать наплывов, нужно уменьшить длину дуги, во время поджога держать электрод перпендикулярно деталям, а во время работы придавать ему наклонное положение. Вертикальные швы можно варить в направлениях сверху вниз (при толщине металла до 3 мм) и снизу вверх (если толщина деталей превышает 3 мм).Также можно воспользоваться методами сваривания швов в виде лестницы, елочки или треугольника.
КАКИЕ ЭЛЕКТРОДЫ НУЖНО ВЫБРАТЬ
Чтобы варить полуавтоматом с газом, нужно использовать один из 75 видов предназначенной для этого проволоки. На упаковке обычно указано, для сварки каких материалов предназначена проволока, поэтому выбрать подходящую марку не составит сложности. Учтите, что температура плавления присадочного материала должна быть ниже, чем у основного металла.
Если вам необходима проволока для сварки в бытовых условиях, приобретите катушку на 1 кг либо на 5 кг. Если же вас ждет большой объем работ при помощи профессионального полуавтомата, то стоит купить катушку на 15 кг или 18 кг.
Самые распространенные виды проволоки – алюминиевая, медная, нержавеющая. Ими можно соединять алюминиевые, низкоуглеродистые поверхности, а также детали из легированных сталей. Можно работать полуавтоматом и без использования газа. В таком случае нужно приобрести флюсовую, или же самозащитную, проволоку. Она представляет собой трубку, наполненную металлом в виде порошка и флюсом. Самозащитная проволока предназначена для низкоуглеродистой и низколегированной стали, алюминия, нержавейки, титана.
КАКОЙ ГАЗ ПОДОЙДЕТ ДЛЯ ПОЛУАВТОМАТА
Новичку необходимо знать, что можно использовать сварочный полуавтомат только при правильно подобранной разновидности газа. Выбор защитного материала зависит от химического состава свариваемых поверхностей, их толщины, габаритов, конфигурации. Необходимо также учесть показатели критических температур при горении, насколько эффективно данный газ может защитить сварной шов, какое количество тепла образуется в зоне сварки.
Для сварки применяются газы инертные (без углекислоты) и газы активные (с углекислотой). Наиболее часто используются:
- Аргон. Предназначен для сваривания активных металлов.
- Гелий. С его помощью получают соединения, имеющие большой размер.
- Углекислотная смесь. Предназначена для сварки при помощи короткой дуги.
Если вам необходимо во время сварочного процесса перемещать оборудование, то выбирайте баллоны, газ в которых находится под малым давлением. Стационарные работы подразумевают использование емкостей для газов, находящихся под высоким давлением.
ПОДГОТОВКА СВАРИВАЕМЫХ ПОВЕРХНОСТЕЙ
Чтобы сварной шов получился надлежащего качества, металлические заготовки перед началом работ стоит тщательно очистить от остатков краски, масла, лака, следов ржавчины. Благодаря этому также удастся избежать токсичных испарений при нагреве поверхностей. Затем детали выравниваются и фиксируются при помощи струбцин.
При сборке деталей обязательно обратите внимание, равномерен ли зазор на всей длине шва. Если зазор будет недостаточно широким, есть риск, что шов будет слишком выпуклым, а также произойдет непровар. Если зазор, наоборот, излишне широк, то не избежать вогнутостей в месте шва.
ПОДГОТОВКА ПРИБОРА К РАБОТЕ
Перед тем, как варить полуавтоматом, уделите время для неспешного выставления необходимых параметров и выбора режима. От этого зависит, как хорошо будет выполнен шов, какие у него будут размеры и форма.
- Сила тока. Этот показатель зависит от толщины электрода. Чем выше сила тока, тем глубже провар и тем больше количество основного металла в составе шва.
- Напряжение дуги. Зависит от выставленной силы тока. Чем оно больше, тем шире шов и тем меньше глубина провара. Если необоснованно завысить напряжение, произойдет разбрызгивание металла, защитный газ не даст нужного эффекта, в наплавленном металле будет большое количество пор.
- Скорость подачи проволоки. Также находится в зависимости от силы тока. При неправильно выбранной скорости произойдет обрыв дуги или короткое замыкание.
- Скорость сваривания. Зависит от толщины свариваемых поверхностей: чем она больше, тем уже должны быть валики и тем выше скорость. Обратите внимание, что при слишком высокой скорости произойдет окисление электрода, который выйдет из зоны действия защитного газа, а при слишком низкой не избежать пористости шва.
- Длина вылета электрода, расстояние от сопла до свариваемой поверхности. Зависят от диаметра проволоки. При слишком малом вылете возможно подгорание сопла горелки, при слишком большом — образование пор на металле.
- Расход газа. Зависит от скорости сварки, толщины проволоки, наличия сквозняков, формы свариваемого изделия. Если условия сварки неблагоприятны, но необходимо получить качественное соединение, расход газа стоит увеличить.
ПОЛЕЗНЫЕ СОВЕТЫ
- Выбирая модель, клапан подачи газа в которой управляется при помощи электроники, вы предотвратите расход большого количества энергоресурсов.
- Заранее сделайте запасы изоляционных втулок, сопл для горелки, сварочной проволоки и газа в баллонах. Удостоверьтесь, что в вашем регионе расходные материалы для данной модели полуавтомата можно приобрести без проблем.
- Если диаметр катушки с проволокой не соответствует необходимым параметрам, то можно воспользоваться адаптером.
- При сварке тонких металлов вначале стоит произвести прихватывание деталей через 7-10 см, и только затем приступить к окончательному соединению. Можно варить только на пониженных токах (10-75 А).
- Перед сваркой толстых металлов (толщина более 4 мм) нужно снять фаску в местах соединения.
- При сваривании тонких поверхностей скорость подачи проволоки стоит выставить гораздо большую, чем при соединении толстых.
- Чтобы охладить детали во время сварки, можно подложить под них лист из латуни или меди, а также периодически протирать поверхность между швами смоченной в воде ветошью.
Расстались вопросы пиши в телеграм. 👇