#Курсовой проект Назначение станка, выполняемые операции. Задачи проектирования (модернизации)
На станках токарной группы обрабатывают детали типа валов, дисков и втулок, осуществляя обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание канавок и отрезку, растачивание отверстий (цилиндрических, конических и фасонных), обтачивание конических и фасонных поверхностей, сверлений, зенкерование и развёртывание отверстий, нарезание наружной и внутренней резьбы резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы, накатывание рифлёных поверхностей.
Главным движением, определяющим скорость резания, является вращение шпинделя, несущего заготовку. Движением, определяющим величины продольных и поперечных подач, является движение суппорта, в котором закрепляют резцы, а при обработке концевым инструментом движение подачи получает задняя бабка станка. По классификации токарные станки относятся к первой группе.
Токарно-револьверный станок модели #1К341 предназначен для выполнения разнообразных токарных и резьбонарезных работ.
На станке обеспечивается возможность нарезания метрической, дюймовой и модульной резьб.
- замена стандартного электродвигателя на двухскоростной асинхронный электродвигатель;
- замена ремня привода главного движения на поликлиновый;
- обеспечение заданную эффективную мощность станка 2 кВт;
- изменение максимального диаметра изготавливаемого изделия с 250 на 200 мм;
- разработка коробки скоростей и шпиндельного узла для обеспечения необходимых режимов обработки в замен стандартных.
2 Определение технических характеристик станка
Выбор электродвигателя произведём по эффективной мощности заданной по условию 2 кВт. По заданию двигатель должен быть асинхронный и иметь две скорости.
N = Nэф/0,75….0,85 = 4,8/(0,75….0,85) = 6,4…5,4 кВт
Выбираем асинхронный электродвигатель 4А112М4У3 мощностью 5,5 кВт при частоте вращения 1445мин-1
Основные технические данные сведём в таблицу (характеристики подвергнутые модернизации выделены).
Техническая характеристика станка:
Класс точности:Н
Высота центров, мм:130
Наибольший диаметр изготавливаемого изделия, мм: 300
Расстояние между центрами, мм:500
Наибольшая длина обточки, мм:500
Шаг нарезаемой резьбы (наименьший…наибольший):
метрической, мм: 0,2…48
дюймовой, число ниток на 1”:24…0,5
модульной, в модулях:0,2…30
Число резцов в резцедержателе:4
Наибольшее перемещение суппорта (продольн. / поперечн.), мм:
от руки:500 / 180
по валику: 500 / …
по винту:500 / 180
Выключающие упоры: Есть
Цена одного деления лимба (продольн. / поперечн.), мм:0,1 / 0,02
Перемещение на один оборот лимба (продольн. / поперечн.), мм:20 / 3
Конус в пиноле задней бабки:Морзе №3
Наибольшее перемещение пиноли, мм: 85
Вес станка, кг:1120
Габаритные размеры, мм:
длина, мм:1770
ширина, мм:970
высота, мм:1300
Диапазон частот вращения шпинделя от-до, мин-1:31,5-2800
Эффективную мощность станка: 4,8 кВт
3 ВЫБОР СТРУКТУРЫ И КИНЕМАТИЧЕСКИЙ РАСЧЁТ ПРИВОДА
ГЛАВНОГО ДВИЖЕНИЯ
3.1 Выбор структуры привода главного движения
Приводы главного движения токарно-винторезных станков бывают нераздельными и раздельными. Нераздельный привод выполняется в виде комплекса коробки скоростей и шпиндельного узла, помещаемых в общий корпус. Такая конструкция компактна, но часто имеет неудовлетворительные динамические характеристики и теплостойкость, так как колебания и выделяемая в коробке теплота передаются на шпиндель.
Раздельный привод состоит из коробки скоростей и шпиндельной бабки, выполненных в разных корпусах. Шпиндельный узел в раздельном приводе нагревается меньше. Колебания, возникающие в коробке скоростей, на шпиндельный узел не передаются.
Так как рассматриваемый станок относится к классу Н (нормальной точности), принимаем нераздельный привод.
Выбранная структура привода представлена на рисунке 3.1.
3 КИНЕМАТИЧЕСКИЙ РАСЧЁТ ПРИВОДА
Кинематический расчёт коробки скоростей заключается в подборе оптимального его конструктивного и кинематического варианта и определении оптимальных передаточных отношений и чисел зубьев зубчатых передач. Коробка скоростей является множительным механизмом и состоит из последовательно расположенных элементарных двухваловых передач, переключение которых обеспечивается передвижными блоками. Совокупность передач, связывающих вращение двух соседних валов, называется группой передач. Она характеризуется диапазоном регулирования, количеством передач в группе и величиной их передаточных отношений.
Максимальная частота:
nmax=2800 мин-1.
Минимальная частота:
nmin=31,5 мин-1.
Диапазон регулирования привода является отношением предельных частот вращения ведомого вала при последовательном переключении всех передач данной группы:
Знаменатель геометрического ряда ф=1,41, т.к. в станке необходимо обеспечить достаточно большой диапазон частот вращения шпинделя.
Число ступеней вращения привода:
Определяем частоты вращения шпинделя.
Составим структурную формулу привода:
Z=14=2(1) 2(2) 2(4) 2(6);
Строим структурную сетку привода:
Исходя из кинематической схемы привода и структурной сетки привода, строим график частот:
Таблица 3.2 - Передаточные отношения
Определяем фактические частоты и их отклонения от стандартных значений:
Отклонение от стандартного значения:
Аналогично находим значения для других частот (таблица 3.3).
Таблица 3.3 - Частоты и их отклонения от стандартных значений
Отклонения фактических оборотов не превышают допустимый процент.
Определение моментов на валах и КПД привода главного движения
Определяем крутящие моменты на валах по расчётной цепи:
Определим расчётную частоту вращения шпинделя и построим расчётную цепь:
4 РАСЧЁТ ЭЛЕМЕНТОВ КОРОБКИ СКОРОСТЕЙ
4.1 Расчёт зубчатых передач
Проектный расчёт цилиндрической зубчатой передачи на выносливость зубьев при изгибе
Рассчитаем самую нагруженную зубчатую передачу с передаточным отношением i=0,25. Данная передача является прямозубой и состоит из шестерни 1 с числом зубьев z1 и колеса 2 с числом зубьев z2.
Соответственно при расчете параметрам шестерни приписываем индекс - 1, а параметрам колеса - 2. Выбираем твердость, термическую обработку и материал зубчатых колес. Так как у нас на данную передачу приходится значительная часть нагрузки, то термообработка колеса и шестерни одинаковые –объемная закалка. Материал для колеса и шестерни: Сталь 40Х.
Модуль передачи (мм) должен удовлетворять условию [4]:
Допустимое напряжение при изгибе:
принимаем m=3.
Определим основные геометрические параметры передачи:
Делительные диаметры найдём по формуле:
Найдём диаметры вершин и диаметры впадин зубьев:
Подставив значения в формулы 4.1.6 и 4.1.7, получим:
Диаметры вершин зубьев:
Диаметры впадин зубьев:
Ширина венца:
Основные геометрические параметры зубчатых передач шпиндельной бабки
Рассчитаем делительные диаметры исходя из назначенных модулей зубчатых колёс тi и количества зубьев Zi по формуле 4.4, диаметры вершин и впадин зубьев, а также ширину венца по формулам 4.6, 4.7, 4.8 и сведём полученные результаты в таблицу 4.1.
Межосевое расстояние найдём по формуле 4.1.5:
Допуски на межосевые расстояния при виде сопряжения В [4]:
Проектный расчёт передачи на контактную выносливость зубьев
Начальный диаметр шестерни должен удовлетворять условию [2]:
Условие выполняется.
Проверочный расчет на выносливость зубьев при изгибе
Удельная расчетная окружная сила (Н) :
где Ft - расчётная окружная сила, Н;
b - ширина венца по основанию зуба, мм;
kFV - коэффициент, учитывающий динамическую нагрузку в зацеплении, которая возникает вследствие колебаний масс колёс и ударов в зацеплении;
kFb - коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца, которая возникает вследствие погрешностей изготовления колёс, упругих деформаций валов , зазорах в подшипниках;
kFa - коэффициент, учитывающий при расчёте прямозубых передач распределение нагрузки между зубьями.
Коэффициенты: kFV=1; kFb=1,2; kFa=0,7.
Допускаемое напряжение при расчёте зубьев на выносливость при изгибе:
4.3 Расчет валов
Расчёт диаметров валов и предварительный выбор подшипников
Диаметр выходного конца электродвигателя d=32 мм.
Диаметры валов необходимо принять несколько больше, так как подача смазочной жидкости будет осуществляться через отверстия в валах.
Предварительно выбираем подшипники:
На 1 валу:
Шариковые радиальные однорядные ГОСТ 8338-75: 204 (2 шт.);
На 2 валу:
Шариковые радиальные однорядные ГОСТ 8338-75: 205 (2 шт.);
На 3 валу:
Шариковые радиальные однорядные ГОСТ 8338-75: 305 (2 шт.);
На 4 валу:
Шариковые радиальные однорядные ГОСТ 8338-75: 305 (2 шт.);
На 5 валу (шпиндель):
Шариковые радиально-упорные однорядные ГОСТ 831-75: 46216(2 шт.);
Роликовые радиальные двухрядные подшипники с короткими цилиндрическими роликами: ГОСТ 8328-75 3182120К (1 шт.).
4.3.2 Силовой расчет вала
Наиболее нагруженным валом в коробке скоростей является IV, на который действует силы в зубчатом зацеплении.
Определим окружную силу в зацеплении [4]:
где a=20° - угол зацепления.
По чертежу определяем места расположения сил и расстояние до точек их приложения, переносим их на рисунок. Для облегчения расчёта применим относительную систему координат, совпадающую с направлениями сил Fr, Ft.
Строим эпюры изгибающих и крутящих моментов (рисунок 4.3.2).
Расчёт вала на сопротивление усталости [4]
Диаметр вала в этом сечении dк=34 мм. Концентратор напряжений в сечении С – посадка скользящая ступицы цилиндрического колеса на вал, а также шлицевой участок вала.
Принимаем материал вала Сталь 40Х, для которого:
Таким образом, из двух концентраторов напряжений в качестве расчётного принимаем скользящую посадку на вал ступицы колеса, т. к. для данного концентратора напряжений получены наибольшие отношения Кs/Кd и Кt/Кd.
Так как поверхность вала дополнительно не упрочняется, то KV=1.
Расчёт вала на статическую прочность
Проверка статической прочности проводится по условию [4]:
4.5 Расчёт соединений вал-ступица
Рассчитаем прямобочное шлицевое соединение 6х28х34х6 [4].
Боковые поверхности зубьев шлицевого соединения работают на смятие, а основание их - на изгиб и срез. Основным является расчёт на смятие:
Для прямобочных соединений:
Тогда напряжение смятия:
Предварительно выбранное шлицевое соединение подходит.
Проверочный расчет подшипников по динамической грузоподъемности
Сопоставим расчетную динамическую грузоподъемность Срасч с
базовой С:
Срасч С.
Для радиальных подшипников 305 условие имеет вид [4]:
Следовательно, выбранный радиальный подшипник 305 подходит по динамической грузоподъемности может быть применён в качестве опор рассматриваемого IV вала.
Проверку на статическую грузоподъемность не проводим, так как подшипники не работают на частотах ниже 10 мин-1.
4.5 Выбор муфт [6]
Рассмотрим современные муфты от ведущего немецкого производителя , компании KTR [5], применяемые для передачи крутящего момента от вала электродвигателя к первому валу коробки скоростей станка.
ROTEX –муфта отличаются малыми размерами, малой массой и низким и маховыми моментами при передаче значительных крутящих моментов. Точная машинная обработка муфты, положительно влияет на её рабочие характеристики и значительно увеличивает срок службы.
Муфта ROTEX гарантирует передачу крутящего момента с гашением крутильных колебаний и смягчением ударных нагрузок, вызванных неравномерной работой двигателя.
POLY-NORM- это крутильно-упругая, устойчивая на пролом муфта для соединения валов. Муфты отличаются осевым штепсельным соединением и короткой длиной. Муфты POLY-NORM применяются почти во всех областях машиностроения и на сосной промышленности.
POLY-NORM - муфты передают крутящий момент и компенсируют смещения соединяемых валов.
BoWex – зубчатая муфта с круговыми зубьями является гибким соединением валов, передаёт крутящий момент геометрическим замыканием и применяется для компенсации осевого, радиального и углового смещения. Муфты отличаются высокой износостойкостью.
Проанализировав конструкцию присоединительного фланца электродвигателя, можно сделать вывод, что ось вала электродвигателя расположена на одной линии с осью вала I, вследствие чего радиальные и угловые смещения минимальны. Т.к. муфты POLY-NORM иBoWex предназначены для компенсации осевых, радиальных и угловых смещений, то для разработанной конструкции их применение не целесообразно.
Из трёх предложенных вариантов муфт наиболее полно условиям эксплуатации удовлетворяет упругая муфта ROTEX. Муфта имеет наименьшие габариты и массу, что позволяет уменьшить часть корпуса в месте крепления двигателя, как следствие экономия металла при производстве корпуса коробки скоростей. Цена муфты на 10% ниже по сравнению с предложенными аналогами.
4.6 Выбор электромагнитных муфт
5. Разработка конструкции, расчет шпиндельного узла на точность, жесткость, виброустойчивость
5.1 Разработка конструкции шпиндельного узла[4]
Определим диаметр шпинделя из условия работоспособности:
Конструктивно, после прочерчивания стандартного переднего конца шпинделя, определяем длину вылета шпинделя а и диаметр шеек под подшипники d. Получаем а=125мм, d=80 мм.
Длина участка вала между опорами:
l≥2,5a=2,5∙125=312,5мм
Принимаем l=400 мм;
Определяем диаметр переднего конца шпинделя:
dПК= d∙(1…1,3)=80∙(1…1,3)=80 …110 мм
Принимаем по ГОСТ 24644-81 диаметр dПК=105 мм.
По ГОСТ 24644-81 принимаем основные размеры конца шпинделя.
Определим характеристику быстроходности шпинделя dnmax:
dnmax=80∙2800=0,22∙10 5мм∙мин-1
Схему компоновки шпиндельного узла принимаем аналогичную станку прототипу. Передней опорой шпинделя служит двухрядный роликоподшипник 3182120 ГОСТ 7634-75 . Задней опорой служит радиальн0-упорный шарикоподшипник 46117 ГОСТ 831-62 .
5 Разработка конструкции, расчет шпиндельного узла на точность, жесткость, виброустойчивость.
5.2 Расчет шпиндельного узла на точность
Станок нормальной точности обеспечивает получение деталей с размерами по 8 квалитету точности. Лимитирующий размер обрабатываемой детали задан по условию: Dmax=300 мм
Даже при самой неблагоприятной сборке шпиндельного узла, когда ориентация эксцентриситетов колец не отрегулирована, можно получить необходимую точность и максимальное радиальное биение 8 мкм укладывается в придел до 27 мкм.
Определим осевые моменты инерции:
Рассмотрим переднюю опору шпинделя, где установлен роликовый радиальный двухрядный подшипник с короткими цилиндрическими роликами серии 3182120.
Радиальная жёсткость подшипника находится по графику и равна:
JА=4,3 Ħ105 Н/мм
Рассмотрим заднюю опору, которая представлена однорядным радиально-упорным 46117 шарикоподшипником . Определим радиальную жёсткость по справочнику
По ГОСТ 18097-93 допустимое радиальное перемещение шпинделя токарного станка составляет 0,01мм. Полученное значение соответствует требуемой точности.
5.4 Расчет шпинделя на виброустойчивость
Приближенный расчет собственной частоты шпинделя, не имеющего больших сосредоточенных масс, можно проводить по формуле:
JВ=1,3 Ħ105 Н/мм
Полученная частота собственных колебаний удовлетворяет требованиям к данному типу станков(допустимая минимальная частота 500-600 Гц).
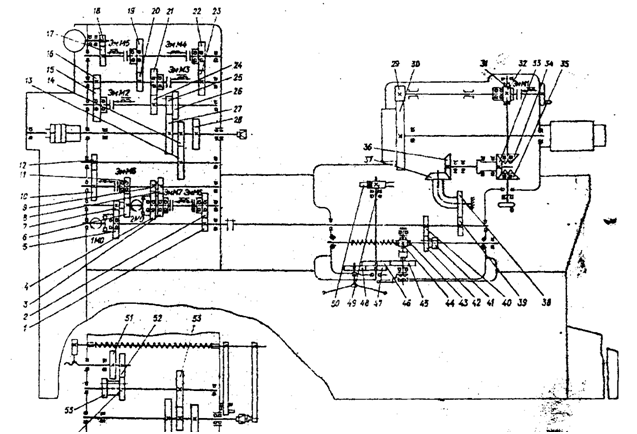
6 Описание кинематической схемы станка
Цепь главного движения
Привод вращения шпинделя и подачи револьверного суппорта помещены в общем корпусе и составляют один узел – коробку скоростей и подач.
На корпусе коробки закреплен фланцевый электродвигатель, который передаёт крутящий момент через упругую кулачковую муфту ROTEX на первый вал. На валу I расположены 2 зубчатых колеса, которые передают на вал II две различных частоты. Переключение скоростей осуществляется ЭММ блока . Далее со II на III вал можно получить 2 варианта передаточных чисел с помощью ЭММ на III валу. Далее со III на IV вал можно получить 2 варианта передаточных чисел с помощью ЭММ на IV валу. Коробка скоростей имеет два диапазона чисел оборотов шпинделя, получаемых с помощью передвижного зубчатого блока.С IV на V также можно получить 2 варианта передаточных чисел. Таким образом, коробка обеспечивает 14 частот вращения.
Цепь подач
Коробка подач закрытого типа позволяет нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы— с числом ниток на дюйм от 24 до 0,5, модульные — с модулем от 0,2 до 30 мм и получать подачи в пределах от 0,01 до 3 мм/об. Величина поперечных подач равна половине продольных.
Для нарезания резьб повышенной точности механизм подач позволяет производить прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары.
7 Выбор системы смазывания станка, привода
Рассмотрим систему смазки шпиндельного узла.
Опорами шпиндельного узла являются роликовый радиальный двухрядный подшипник с короткими цилиндрическими роликами серии 3182120 и однорядный радиальный шарикоподшипник 46117 ГОСТ 831-75. Т.к. характеристика быстроходности узла dnmax=2,2∙105 мм∙мин-1 и шпиндель расположен горизонтально, то в качестве смазочного материала применяем масло индустриальное 30 ГОСТ 1707-51.
Минимально допустимый расход жидкого смазочного масла для смазывания шпиндельных опор определяем по зависимости:
Схема расположения смазываемых и смазочных устройств показана на рисунке. Электромагнитные муфты коробки скоростей и подач смазываются централизованно от насоса гидропривода. Масло необходимое для смазки и охлаждения дисков, подводится маслоподводящими трубками индивидуально к каждой муфте и поливает диски через щелевой паз ленточной струей, направленной по радиусу муфты. От этого насоса смазываются направляющие станины. Для этого оттягивается на себя рукоятка и масло поступает в маслосборник, установленный на верхней плоскости суппорта.Смазка механизма привода шпинделя осуществляется системой обильного смазывания, циркуляционным методом. Выбор такой системы смазывания обусловлен необходимостью отвода тепла от опор и смазывания зубчатых передач.
Смазка шпиндельных подшипников осуществляется независимой системой смазки от индивидуального шестеренчатого насоса, расположенного в средней части тумбы станка. На станке предусмотрена блокировка, не допускающая пуск шпинделя без пуска насоса смазки. Масляный бачок емкостью 8 литров можно наполнить двумя способами:
1)снять крышку передней бабки и залить масло, которое по сливному шлангу поступит в бачок;
2)через заливное отверстие масляного бачка.
Следует иметь в виду, что при заливке первым способом масло должно быть подвергнуто тонкой очистке. Масло из бачка подается насосом к проволочному фильтру, а затем по трубе к маслораспределителю в передней бабке. От маслораспределителя масло поступает к подшипникам шпинделя, в лоток для смазки шестерни и подшипников. В случае, если масло в глазок передней бабки не поступает, работа на станке недопустима.
Предохранительный клапан отрегулирован на давление 5 ат, соответствующее 80% засорению фильтра. В случае срабатывания клапана необходимо проверить, не засорились ли трубопроводы или фильтр. Фильтр следует промывать после его засорения, но не реже одного раза в год.
Перед заливкой в бачок масло следует тщательно профильтровать. Перед сменой масла следует вынуть бачок и тщательно промыть его.
Смазка механизмов фартука, направляющих станины и суппорта осуществляется плунжерным насосом, установленным на нижней стенке фартука. Масло насосом подается к верхнему глазку фартука. Появление масла в глазке произойдет не сразу, а через 10—15 минут работы насоса. Вверху, на правом торце фартука, находится кран, имеющий два положения: 1—смазка фартука и 2—смазка суппорта. В зависимости от положения крана масло поступает либо к шестерням, либо к направляющим станины и суппорта. Поворот крана производится вручную периодически, в зависимости от состояния смазки на направляющих. При повороте крана в положение 2 масло в глазок не поступает, и о работе насоса можно судить по наличию смазки на направляющих.
Смазка механизмов редуктора и коробки подач осуществляется разбрызгиванием масла, залитого в корпус каждого узла. Маслоуказатели редуктора и масляного бачка находятся внутри тумбы станка. Для наблюдения за уровнем масла в этих резервуарах необходимо периодически снимать заднюю и левую торцовую крышки станка, под которыми находятся эти маслоуказатели.
Заключение
При выполнении данного курсового проекта произвели проектирование привода главного движения и шпиндельного узла. В итоге получили необходимую эффективную мощность резания 4,8 кВт.
Новая коробка скоростей обеспечивает 14 частот вращения шпинделя. Также увеличен диапазон регулирования частот 31,5-2800 мин-1.
В целом спроектированный станок удовлетворяет современным нормам точности, жёсткости и виброустойчивости, что даёт возможность получать на нём изделия заданной точности.
Список литературы
1) Станок токарно-револьверный 1К341 руководство по эксплуатации, Москва, «станкоимпорт СССР»
2) С. А. Голофтеев, Лабораторный практикум по курсу «Металлорежущие станки», Москва, «Высшая школа» 1991 г.
3) Н.Н. Чернов, Металлорежущие станки, Москва, «Машиностроение» 1988 г.
Ссылка на С. А. Голофтеев, Лабораторный практикум по курсу «Металлорежущие станки», Москва, «Высшая школа» 1991 г. его нигде нет в сети
Прилагаю ссылки на материал в комментарии.
#курсовая работа #Курсовой проект #металлорежущие станки #станки #1К341