1. Общие сведения
1.1 Назначение станка
Токарно-револьверный станок модели 1К341 предназначен для обработки деталей из прутка и штучных заготовок в условиях серийного и мелкосерийного производства.
На станке могут производительно обрабатываться детали с использованием таких видов обработки, как обтачивание, растачивание, протачивание канавок (наружных и внутренних), сверление, зенкерование, разворачивание, нарезание резьбы плашками, метчиками, самооткрывающимися резьбонарезными головками и с помощью резьбонарезного устройства. На станке с помощью копировального устройства можно также производить обтачивание конических поверхностей.
С целью повышения производительности и удобства обслуживания предусмотрено программное переключение чисел оборотов шпинделя и подач при смене позиций револьверной головки.
Переключение осуществляется легко переналаживаемым командоаппаратом управляющим электромагнитными муфтами коробки скоростей и подач.
Используемый в конструкции станка гидравлический механизм зажима позволяет производить зажим калиброванного и некалиброванного прутка с отклонением по диаметру до 2 мм. Предусмотрена и возможность установки трехкулачкового патрона. Без переналадки можно зажимать штучные заготовки с отклонением по диаметру до 8 мм.
Для обработки прутков различных диаметров к станку придается универсальная подающая цанга и сменные вкладыши для зажима круглого и шестигранного материала, а также комплект резнодержателей, оправок, втулок и т д.
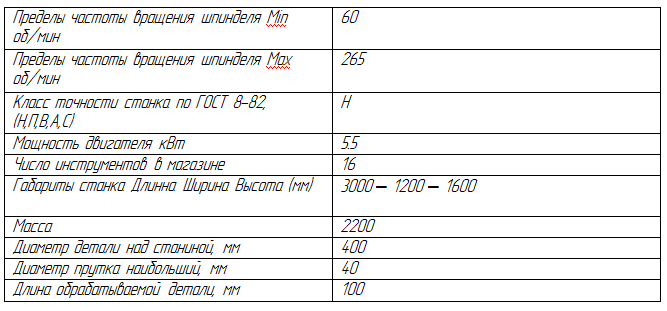
1.2. Технические характеристики ста
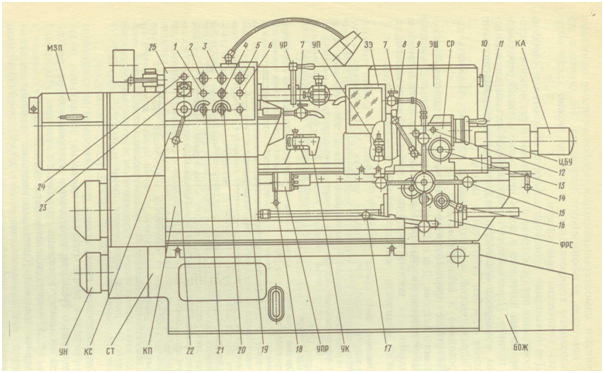
1.3 Основные узлы станка.
1.4 Виды движений в станке
Конечными звеньями главного движения являются: вал электродвигателя (N = 5,5 кВт, n = 1450 об/мин) шпиндель с заготовкой (nэл =>nшт).
Расчетные перемещения конечных звеньев связывают уравнением кинематического баланса
Количество ступеней частот вращения шпинделя z = 2 • 2 • 2 = 8.
Изменение частоты вращения шпинделя осуществляется включением электромагнитных муфт М2, М3, М4, М5 в определенной комбинации вручную с помощью переключателя 21 и рукоятки 22 или автоматически с помощью КА при смене позиции револьверной головки (см. схему).
Коробка скоростей имеет два диапазона частоты вращения шпинделя, получаемых с помощью передвижного двухвенцового зубчатого блока 25 (z = 23) и 26 (z =41) рукояткой 22 (см. схему). Левое положение рукоятки обеспечивает включение нижнего диапазона частот вращения шпинделя, правое положение— верхнего диапазона.
Торможение шпинделя осуществляется одновременным включением электромагнитных муфт М2 и М3 при выключенных остальных муфтах (электродвигатель в данном случае продолжает вращаться).
Коробка скоростей и подач
Привод вращения шпинделя и подачи револьверного суппорта помещены в общем корпусе и составляют одни узел — коробку скоростей и подач.
На корпусе коробки закреплен фланцевый электродвигатель, на валу которого находится приводная шестерня z - 29
На первом валу коробки скоростей находятся электромагнитные муфты ЭмМ4 и ЭмМ5.
При включении муфты ЭмМ4 вращение перелается второму валу через шестерни z - 46 и z - 62, а при включении муфты ЭмМ5 — через шестерни z - 60 и z – 48.
Oт второго вала к третьему движение передается через шестерни z - 22 и z - 85 (при включении муфты ЭмМ2) либо через шестерни z - 72 и z - 35 (при включении муфты ЭмМЗ). Торможение шпинделя осуществляется одновременным включением муфт ЭмМ2 и ЭмМЗ при выключенных остальных (двигатель в данном случае продолжает вращаться).
Коробка скоростей имеет два диапазона чисел оборотов шпинделя, получаемых с помощью передвижного двухвенцового зубчатого блока х – 23 - 41. Левое положение рукоятки 22 (см. схему) дает нижний диапазон чисел оборотов, правое верхний.
Коробка подач (см. схему) имеет три электромагнитные муфты ЭмМ6, Эм.М7, и ЭмМ8. которые в сочетании с двумя обгонными муфтами 1МО и 2МО обеспечивают шесть автоматически переключающихся подач.
ОХЛАЖДЕНИЕ
Бак охлаждения с электронасосом, производительностью 22 л/мни. установлен у правого торца нижней станины. Один шланг подведен к трубе, закрепленной на коробке скоростей, второй — к трубе, перемещающейся с револьверным суппортом. В качестве охлаждающей жидкости необходимо применять эмульсии, не вызывающие коррозии. Регулировка подачи эмульсии производится краном 7 (см. схему).
2. РАСЧЁТ БАЗОВЫХ ЭЛЕМЕНТОВ СТАНКА
2.1. Обоснование вида направляющих станка и выбор материала
Станина станка - сборная и состоит из верхней и нижней станины.
В отсеке нижней станины находится резервуар тля масла, а к торцу крепится насосная установка.
Для сбора охлаждающей жидкости в нижней станине предусмотрено литое корыто.
Верхняя станина имеет две призматические направляющие, которые подвергнуты термической обработке с последующей шлифовкой.
Материал сталь 45 ГОСТ 1050 – 60
2.2 Обозначение конструкции основных базовых элементов и выбор материала
Станина станка 1К341 выполнена из стали расположена на плите, закрепляемой болтами к фундаменту. Внутренние ребра обеспечивают станине необходимую прочность и жесткость. Материал сталь 45 ГОСТ 1050 – 60
3 КИНЕМАТИЧЕСКИЙ РАСЧЁТ ПРИВОДА
3.1 Описание кинематической схемы коробки скоростей
Кинематический расчёт коробки скоростей заключается в подборе оптимального его конструктивного и кинематического варианта и определении оптимальных передаточных отношений и чисел зубьев зубчатых передач. Коробка скоростей является множительным механизмом и состоит из последовательно расположенных элементарных двухваловых передач, переключение которых обеспечивается передвижными блоками. Совокупность передач, связывающих вращение двух соседних валов, называется группой передач. Она характеризуется диапазоном регулирования, количеством передач в группе и величиной их передаточных отношений.
Максимальная частота:
nmax=2800 мин-1.
Минимальная частота:
nmin=31,5 мин-1.
Диапазон регулирования привода является отношением предельных частот вращения ведомого вала при последовательном переключении всех передач данной группы:
Знаменатель геометрического ряда j=1,41, т.к. в станке необходимо обеспечить достаточно большой диапазон частот вращения шпинделя.
Число ступеней вращения привода:
Определяем частоты вращения шпинделя.
Таблица 3.1 - Частоты вращения шпинделя
Составим структурную формулу привода:
Z=14=2(1) 2(2) 2(4) 2(6);
Исходя из кинематической схемы привода и структурной сетки привода, строим график частот:
Таблица 3.2 - Передаточные отношения
Отклонение от стандартного значения:
Аналогично находим значения для других частот (таблица 3.3).
Отклонения фактических оборотов не превышают допустимый процент. Определение моментов на валах и КПД привода главного движения.
Определяем крутящие моменты на валах по расчётной цепи:
Определим расчётную частоту вращения и построим расчётную цепь:
3.2 Описание кинематической схемы коробки подач
Движение подач. Продольная подача. Конечные звенья: шпиндель с заготовкой—реечная передача (см. схему, поз. 49, 50).
Расчетные перемещения конечных звеньев имеют вид
1 оборот шпинделя => Sпр
Движение продольной подачи настраивается из условия, что за один оборот шпинделя с заготовкой револьверный суппорт с режущим инструментом переместится на величину продольной подачи Snp (мм/об).
Уравнение кинематического баланса продольной передачи
Количество ступеней продольных подач:
z = 3Х2Х2 = 12.
Коробка передач имеет три электромагнитные муфты М6, M7, М8, которые в сочетании с двумя обгонными муфтами М9 и М10 обеспечивают шесть автоматически переключаемых продольных подач командоаппаратом КА или вручную переключателем 20 (см. схему)
Поперечная (круговая) подача. Конечные звенья: шпиндель с заготовкой –револьверная головка с режущим инструментом (1 оборот шпинделя => Sпоп).
Уравнение кинематического баланса
Где D = 200 мм – диаметр револьверной головки по осям отверстий, в которых крепятся инструментальные державки.
Количество ступеней поперечных (круговых) подач:
z = 3Х2 = 6
В фартуке револьверного суппорта имеется предохранительное устройство, которое выключает механическую продольную подачу, когда суппорт дойдет до упора 14или 18, устанавливаемого в зависимости от необходимой длины обрабатываемой поверхности детали.
В кинематической цепи поперечной (круговой) подачи имеется конический реверс 33, 34, 35 (z =36, 36, 36) (см. схему), который включается рукояткой 9 (см. схему).
Включение механической поперечной (круговой) подачи осуществляется электромагнитной муфтой М1 и рукояткой реверса подачи.
Ручное продольное перемещение револьверного суппорта осуществляется рукояткой (штурвалом) 15 (см. схему) по цепи: 48, 47 (z = 23, z = 46) и далее на реечную передачу 49, 50.
Ручная поперечная (круговая) подача револьверной головки осуществляется маховиком 13(см. схему) по цепи: z = 36, z = 36, z = 36, z=1, z = 66, z = 19, z = 152 при включенной электромагнитной муфте М1 (см. схему).
Установочное вращение револьверной головки с режущим инструментом при смене позиции осуществляется маховиком 11 (см. схему) при выключенной электромагнитной муфте М1
Список литературы
1) Станок токарно-револьверный 1К341 руководство по эксплуатации, Москва, «станкоимпорт СССР»
2) С. А. Голофтеев, Лабораторный практикум по курсу «Металлорежущие станки», Москва, «Высшая школа» 1991 г.
3) Н.Н. Чернов, Металлорежущие станки, Москва, «Машиностроение» 1988 г.
Ссылка на С. А. Голофтеев, Лабораторный практикум по курсу «Металлорежущие станки», Москва, «Высшая школа» 1991 г. его нигде нет в сети
Прилагаю ссылки на материал в комментарии.