Всем мир!
Имеется напильник квадратного сечения 14×14мм, сталь предположительно У12А.
Отрезаю кусок весом примерно 120-140гр. Чтоб удобнее было держать, привариваю к арматуре.
Закладываю в горн и разогреваю.
ВАЖНО! Нужно следить за температурой! Эту сталь на начальных этапах ковки я грею до 850-900 градусов, постепенно уменьшая до 760-800. Температуру раньше определял поставив картинку с цветами каления на смартфон, с опытом я научился определять её "на глаз".
В первые нагревы, просто расплющиваю заготовку до толщины 5мм.
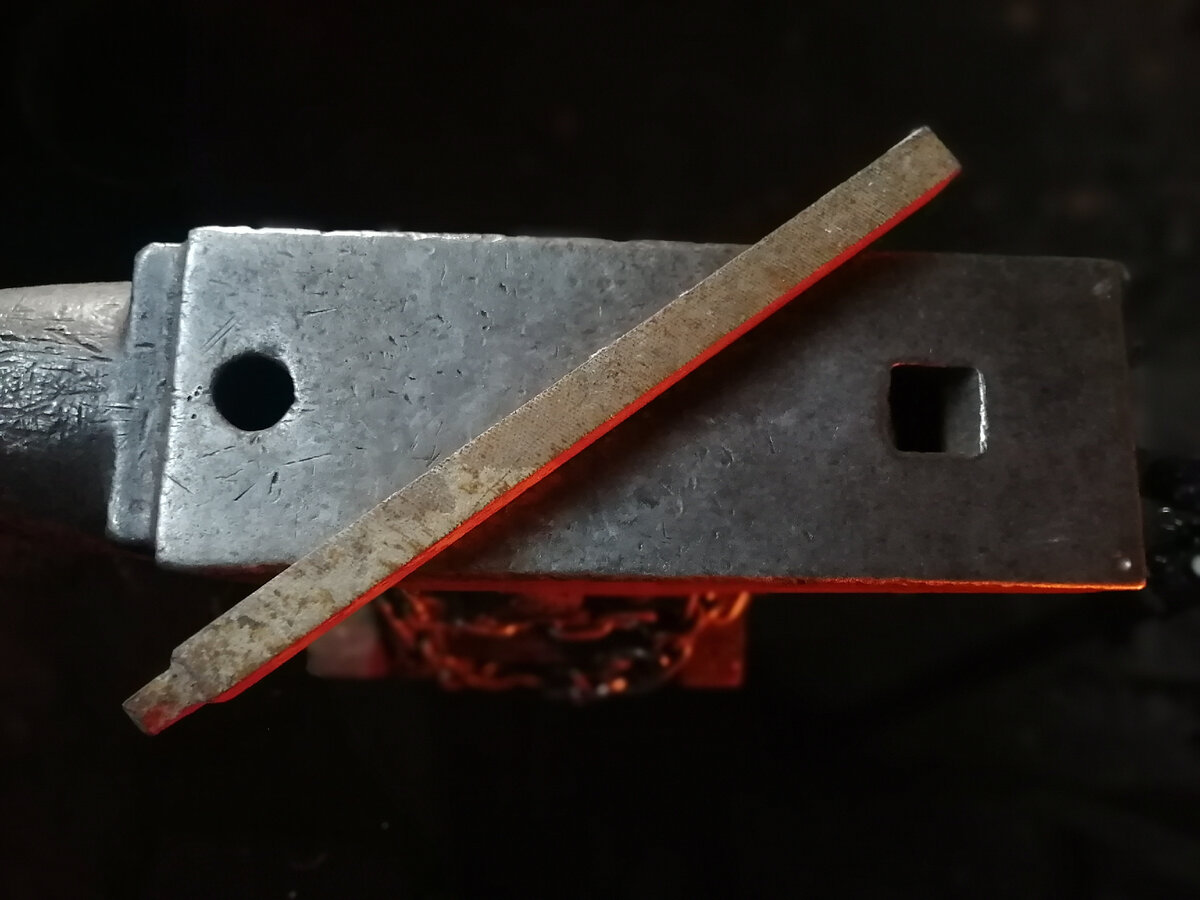
Оцениваю ширину, в данном случае она недостаточная для клинка, всего 24мм, поэтому "разгоняю" металл в ширину острым бойком молотка как на фото:
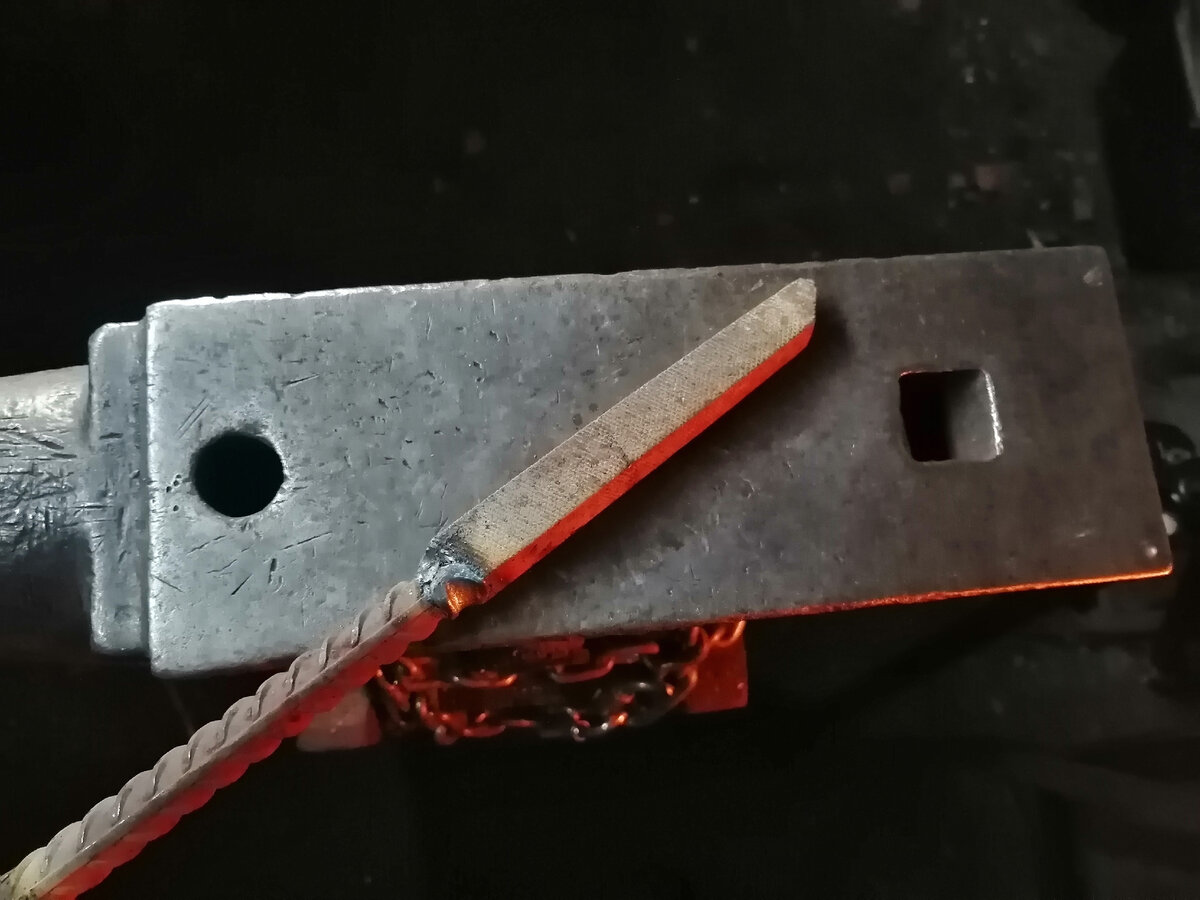
Теперь формирую кончик. Ставлю заготовку на ребро, сдвигаю к краю наковальни, чтоб при ударах не цеплять молотком о поверхность наковальни и "осаживаю" кончик ударами под углом примерно 45 град к заготовке.
Интересно! Меняя наклон клинка можно задавать форму острия, например если в момент ударов немного приподнять над наковальней обратный конец заготовки, то кончик будет стремиться к кинжальной форме или "дроп-поинт" или наоборот "клип-поинт" если выдвинуть кончик за край наковальни.
Приступаю к ковке хвостовика, для этого нужно промять "плечики". Буду использовать самодельное приспособление:
Между двух "губок" приспособы засовываю разогретый клинок тем местом где будет начинаться хвостовик
И наношу мощные, точные удары по верхнему валику приспособления. Важно не спешить, лучше если вы нанесёте один точный удар, чем несколько слабых.
Слежу чтоб перед каждым новым ударом губки приспособления точно располагались в нужном месте клинка и чтобы заготовка была горизонтально, иначе "плечики" на клинке будут не симметричными. После нескольких ударов заготовку достаю и выравниваю по толщине, т. к. в районе сминания металл становится толще.
Дальше отрубаю кузнечным зубилом арматуру и начинаю отковывать хвостовик, удерживая заготовку уже в клещах.
ВАЖНО! Далее работать нужно в очках, ибо даже из самых надёжных клещей горячая заготовка может вылететь.
Удерживая заготовку клещами за кончик кую хвостовик, попеременно ставя клинок то на ребро, то плашмя
В конце несколько нагревов, чтобы убрать кривизну, довести до одинаковой толщины, и дать хвостовику нужное расположение относительно клинка.
После закалки, слесаркой обработки и полировки, клинок выглядит так:
Обух специально оставляю нетронутым после ковки, люблю кованую поверхность, а тут ещё и риска от напильника, очень брутально выглядит;)
Заключение.
Данная последовательность действий может быть изменена исходя из первоначальный размеров заготовки. Например если мы возьмём квадратный кусок или шар, то в ширину разгонять не придётся, наоборот, нужно будет осаживать в ширину.
Нужную последовательность действий кузнец выбирает сам исходя из наблюдения за тем как "течёт" металл под ударами молота.
До встречи!