
В условиях конкурентной рыночной среды выживают только эффективные компании, которые способны получать максимальную отдачу при минимальных издержках. Достижение заданного результата возможно за счет повышения цены на продукцию или снижения издержек.
При большой конкуренции нельзя просто взять и поднять стоимость продукции потому что велик шанс что клиенты уйдут к конкурентам.
И тогда настает момент когда руководство предприятия начинает задумываться над концепцией управления под названием "Бережливое производство".
Бережливое производство (lean production, lean manufacturing) — концепция управления производственным предприятием, которая основана на постоянном стремлении предприятия к устранению всех видов потерь.
Что такое потери?
Потери – это затрата ресурсов, не приводящая к созданию ценности для потребителя (не улучшается качество товара или услуги, не ускоряется процесс покупки или сервиса и т. д.).
Что такое ценности?
Ценность — полезность, присущая продукту с точки зрения клиента и находящая отражение в цене продаж и рыночном спросе.
Когда люди слышать "Бережливое производство" то автоматически они относят это понятие к Toyota и ошибочно думают что эта технология создана японцами. На самом деле японцы взяли самое лучшее в производстве у других стран и соединили это в одну мощную технологию. Например система 5s существовала еще в СССР в 20-е годы. Но мы не про историю.
Так вот самое верное решение в случае когда нужно быть конкурентноспособным это уменьшить потери и тем самым не увеличивая стоимость продукции поднять прибыль.
Естественно и наше производственное предприятие задумалось о внедрении "Бережливого производства".
Мы не стали изобретать велосипед. Взяли программный комплекс (на данный момент аналогичное ПО стоит всего на четырех предприятиях в России два из которых запускали я) на базе 1С у наших коллег (на аналогичном производстве упаковки из полистирола). По сути мы взяли интерфейс программы, часть логики и начали переписывать ее под себя.
Назвали мы эту систему "Оперативное производство".
Основные блоки которые мы используем в данной системе:
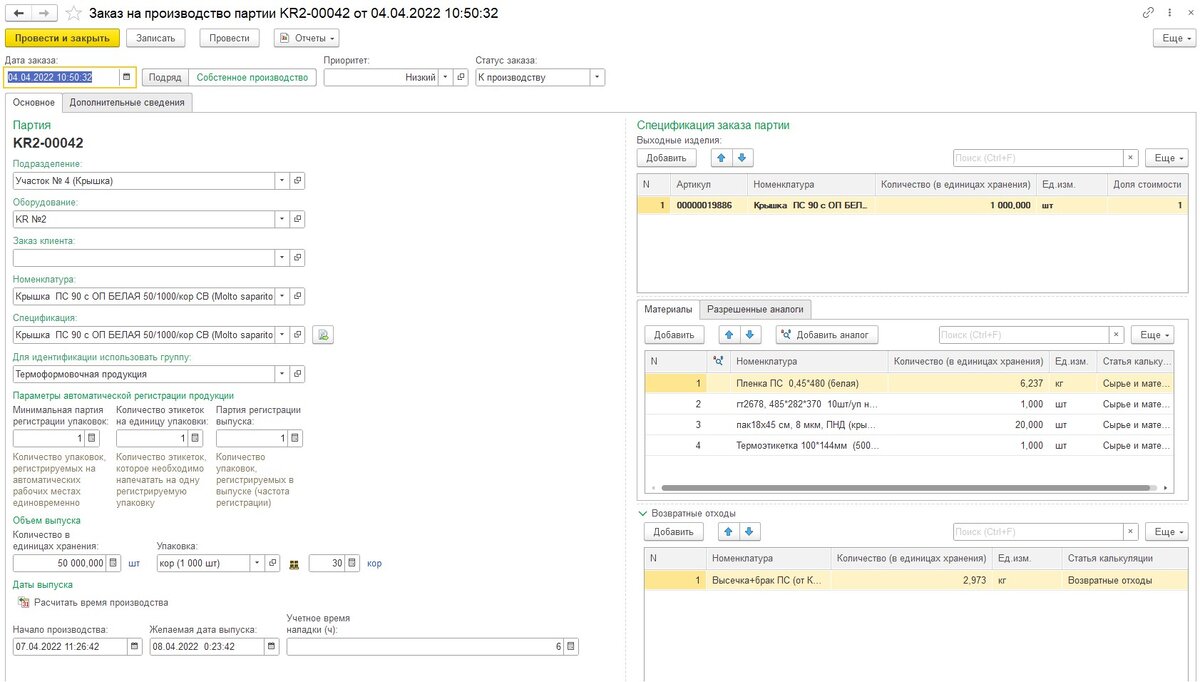
1. Планирование (заказ на производство партии):
- Четко видим, что выпускается (диаграмма Ганта)
- Менеджеры видят, что и когда поставлено в план (диаграмма Ганта)
- При создании заказа фиксируется станок, номенклатура, автоматом подставляется спецификация и маршрутная карта. Исходя из этих данных на диаграмме указан период времени, планируемого на выпуск
- Возможность не меняя спецификацию использовать аналог сырья
Мы избавились от бумажных носителей информации в планировании, от большего количества бумажных отчетов, вся информация по планированию отображается онлайн, всегда есть возможность за любой день, месяц, час посмотреть информацию и т.д.
2. Порулонный учет:
- Учет сырья не только в КГ, но и в Роликах. Собственного производства пленка автоматически добавляется в базу, а покупная в момент поступления из ГК дополнительно переводится в Ролики. Мы всегда знаем куда ушло сырье и что из него производилось
- Упрощенная инвентаризация
- Отслеживание бракованных партий пленки (все данные отображаются на этикетке: дата, кто производил, что из нее производили)
- На АРМ "Регистрация перемещения товаров с УИН" четко распределяются ролики по участкам и станкам что дает гарантию что ни один ролик не будет потерян
- За каждой партией в производстве закреплена информация из какого ролика была произведена продукция, сколько продукции, сколько возвратных отходов, в какое время и т.д.
При производстве собственного сырья и при получении от поставщиков каждый ролик получает свою этикетку для идентификации (в 1С естественно эта информация хранится). Просто списать ролик не получится. Виден путь каждого ролика от "рождения" до "смерти" - момент когда его использовали.
3. Оперативный учет
- Все сотрудники, принимающие участив в производстве имеют индивидуальный бейдж при помощи которого авторизовываются
- Бригадиры на своем рабочем месте наглядно видят план производства
- Могут посмотреть данные по партиям
- Устанавливают сырье на станки. Отсутствует возможность перепутать сырье так как программа не даст поставить не подходящее сырь или сырье, которое не находится на участке определенного станка
- Фиксирование возвратных отходов (рабочее место взвешивания)
- Анализ потребления материалов (условие что высечка должна быть внесена)
- Возможность анализировать данные по другим дням
- Анализ массы изделий
- Сверка кол-ва произведенного продукта с принятым на складе – Рабочее место упаковщика (ВАЖНАЯ ТОЧКА КОНТРОЛЯ)
- Остатки и списания рулонов с пленкой
- Документы производства (формируются автоматически системой при закрытии смены)
- Регистрация неисправностей онлайн
На этом в данной статье все. В дальнейшем опишу какие рабочие места потребовались для реализации данной системы, какое оборудования и логику.