Современные технологии стремительно развиваются. Такое понятие как 3D печать давно перестало быть чем-то фантастическим. 3D-печать или аддитивное производство — это растущая технология производства, будь то прототипы или конечные продукты. Файл STL является наиболее часто применяемым форматом файла для 3D-печати, но давайте посмотрим, как он работает на самом деле. Что у вас в планах на ближайшие месяцы? Планируете ли вы впервые воспользоваться 3D-печатью? Вы уже использовали на практике эту технологию? Вы считаете, что сейчас подходящее (неподходящее) время, чтобы попробовать что-то новое? Может вы ищете более подробную информацию о формате файла, подходящего для аддитивного производства? Тогда этот пост в блоге, безусловно, поможет ответить на некоторые из ваших вопросов.
Сегодня я предоставлю вам всю необходимую информацию о файле STL. Что это такое и в чем преимущества для вас? Как его создать и как им пользоваться? Давайте узнаем это прямо сейчас я подробно объясню про этот формат файла.
Общая информация о STL
Если вы хотите использовать аддитивное производство для своего следующего проекта, вам нужно будет получить файл в правильном формате, и STL, безусловно, является самым популярным. Действительно, для создания объекта в трех измерениях требуется специальный трехмерный файл.
Что означает «STL»? Наиболее распространенное объяснение состоит в том, что это аббревиатура слова стереолитография STereoLithography, данная 3D Systems. STL была изобретена Albert Consulting Group для 3D-систем в 1987 году. Формат был разработан для первых коммерческих 3D-принтеров 3D Systems. С момента своего первоначального выпуска формат оставался относительно неизменным в течение 22 лет.
В 2009 году было предложено обновление формата, получившее название STL 2.0. Он превратился в формат файлов аддитивного производства. Но другие скажут, что на самом деле это относится к стандартному «языку треугольников» языку тесселяции. Никто толком не знает, но самое главное не происхождение названия STL, а то, что он делает.
3D-дизайнеры обычно создают модели, используя сложные методы обработки поверхностей. Это приводит к математически «идеальной» геометрии, определяемой кривыми и сплайнами. Для 3D-печати поверхности преобразуются в формат сетки, который описывает геометрию как облако связанных треугольных граней и вершин.
После того, как ваша модель создана, вам необходимо перевести ее на язык, понятный вашему 3D-принтеру. Преобразование сетки — это похоже на то как разбить идеально гладкое стекло, а затем склеить на форме все кусочки чтобы оно выглядело как оригинал. Если это будет сделано некорректно, в результате мы получим модель со всеми видами ребер, отверстий и плавающих частей, а также областей с множеством пересекающихся треугольников. Хорошо выполненная STL-модель представляет собой цельнотянутую полигональную сетку без отверстий, неотличимую от оригинального CAD дизайна.
Программы трехмерного моделирования дают больший контроль над количеством и размером, например, треугольников, что может дать вам более плотную или сложную поверхность сетки, и, следовательно, лучшую 3D-печать.
Файл STL хранит информацию о вашей 3D-модели. Качество сетки ( точность триангуляции) - это точность, используемая для экспортирования треугольников. Чем сложнее и детальнее структура, тем больше треугольников будет использоваться для представления модели. Чем выше качество, тем точнее получится деталь или сборка при 3D печати и тем больше будет размер сохраняемого файла. Но почему именно этот формат файла полезен?
Информация файла STL описывает только геометрию модели, в ней нет спецификаций текстуры или материала вашей модели. В нем есть вся информация о поверхности объекта, именно то, что напечатает 3D-принтер.
Как создать и оптимизировать файл STL?
Действительно, возможно вы знаете, 3D-печать вашего проекта, от быстрого прототипирования до производства, может быть большим преимуществом. Вы сможете быстро разработать свой прототип или доказательство концепции или даже попробовать новый метод производства для нового проекта. Вы можете создать файл самостоятельно, заказать у дизайнера или найти / купить готовый в Интернете. Но файлы, которые вы найдете, могут не всегда точно соответствовать вашим потребностям. В нем могут отсутствовать некоторые функции, слишком много элементов, которые вам не нужны, или он даже может быть поврежден.
Таким образом, вам нужно будет отредактировать его, чтобы он идеально соответствовал вашим потребностям. Возможно, вам придется исправить некоторые файлы, чтобы сделать ваши модели САПР пригодными для 3D-печати. С этой целью предлагаю нанять опытного дизайнера — он поможет создать идеальную модель, которая хорошо работает, решает проблему и в идеале экономит затраты.
Для того чтобы получить напечатанную модель высокого качества, необходимо все возможные дефекты предотвратить еще на этапе проектирования. Меньше материала для более легких деталей — существуют также некоторые возможности оптимизации, которые человеческий глаз может не заметить. Алгоритм САПР работает быстрее и эффективнее, чем работа человека. Это означает, что время может быть сэкономлено в процессе проектирования, поскольку требуется меньше итераций для получения окончательного проекта. Здесь в игру вступает оптимизация топологии на основе решения линейных задач статической прочности с различными ограничениями целевой функции, генерация с использованием различных типов ячеистых (решётчатых) структур для заполнения объёма деталей методами BESO, PTOS, SIMP.
Метод тройной периодической минимальной поверхности (Triply-Periodic Minimal Surfaces) — это новый подход к проектированию решеток в ряде областей, таких как защита от ударов и облегчение конструкции. Пример решетка заполнения, открытая Alan H. Schoen.
Уравнение:
cos(x)*cos(y)*cos(z)-0,1*(cos(2*x)*cos(2*y)*cos(2*z))+0,1*(cos(2*x)* cos(2*y)+cos(2*y)*cos(2*z)+cos(2*z)*cos(2*x))=±0,1
Топологическая оптимизация часто связана с аддитивным производством, поскольку с помощью 3D-печати можно легко производить оптимизированные детали снижая обьем материала до пятидесяти процентов.
Проще говоря, оптимизация топологии (ТО) — это процесс оптимизации детали за счет уменьшения ненужного материала. Алгоритм использует математику для улучшения геометрии детали в зависимости от нагрузок, чтобы выяснить, где объект нуждается в материале, а где материал не нужен для эффективности и производительности более позднего продукта или используется просто по эстетическим соображениям. Цель ТО — создать деталь с максимально возможными характеристиками прочности за счет уменьшения количества материала в местах где он не несет нагрузку.
Несмотря на то, что существуют различные методы TO, наиболее распространенным является метод, основанный на конечных элементах. Фактическая оптимизация детали обычно происходит в последней части процесса проектирования. Это сложная часть оптимизации, так как важно точно знать, какие внешние силы воздействуют на деталь. Также недостаточно знать, какие силы. Важно знать, насколько велики силы и как их определить. Если настройки добавлены, алгоритм TO находит в следующем моделировании места, которые можно удалить, но при этом выдерживать внешнее воздействие. Затем инженер возвращается к проекту, вносит изменения, которые рекомендовала программа, и проверяет, чтобы в результате этих изменений физические свойства объекта не отклонились от нужных значений.
При топологической оптимизации изменяется только внешний вид конструкции, а материалы и «идея» остаются такими же.
Корректируя входные данные, инженер может инициировать генеративный процесс проектирования, подчинённый конкретным правилам. Методология генеративного проектирования хорошо подходит для технологий аддитивного производства, которые могут придавать материалам непривычные, но функциональные формы. Решетчатые конструкции в этой конструкции будут экономить материал и вес, но не будут экономичными при производстве традиционными методами производства. По сравнению с конкурирующими технологиями, которые просто накладывают решетчатые структуры на существующую геометрию, программная система OptiStruct® позволяет дизайнеру определить наилучшее распределение материала и наиболее подходящие зоны для включения решетчатых / ячеистых структур. Методы оптимизации позволяют понять, где в конструкции нужен материал, а где он не требуется, либо где однородный материал можно заменить на решетчатые / ячеистые структуры.
Фундаментальное различие между оптимизацией топологии и генеративным проектированием заключается в том, что оптимизация топологии определяется физикой задачи, в то время как генеративный дизайн непосредственно контролируется собственными решениями и требованиями дизайнера. Оптимизированные компоненты, полученные в результате генеративного проектирования, можно в дальнейшем модифицировать в САПР с использованием конвергентного моделирования и синхронной технологии. Получившаяся сетка легко интегрируется в любой стандартный процесс редактирования CAD моделей. В результате создается структура с твердотельными зонами в сочетании с зонами решетчатых структур, в которых варьируется объём материала, чтобы получить дизайн конструкции, полностью удовлетворяющий поставленным целям.
По сравнению с 3D-печатью традиционные методы производства также могут работать с моделями TO, но, как правило, имеют более высокие ограничения и не могут идти дальше, когда речь идет об оптимизации топологии. Трехмерная печать, за счет того, что объект сразу формируется таким, какой нужен, свободна от ограничений классических технологий. Не нужно подчиняться правилу теней из-за которого усложняется литейная форма, не нужно думать о том как деталь зажать в станок, как подлезть фрезой.
Существует также еще ряд особенностей моделирования, который зависит от выбранной технологии печати. С этими особенностями необходимо более подробно ознакомиться перед началом процесса моделирования. Их разнообразие настолько обширно, что ознакомление с ними заслуживает отдельной статьи.
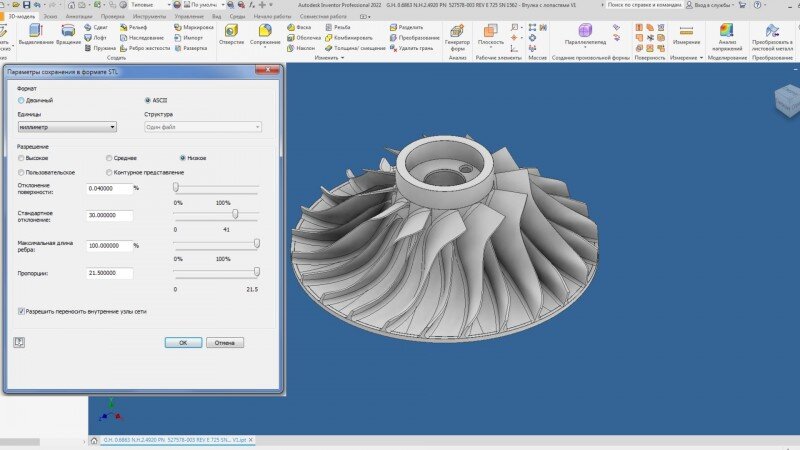
Сегодня почти все программное обеспечение САПР на рынке может генерировать файл STL из вашей 3D-модели. Вам просто нужно экспортировать файл STL из программы CAD.
Поддерживается приложениями:
- ADEM CAD
- Blender 3D
- Kompas 3D
- T-FLEX CAD
- Autodesk Inventor CAD
- SolidWorks
- ANSYS SpaceClaim Direct Modeler
- Altair OptiStruct
- Autodesk 3ds Max
Программное обеспечение для 3D-моделирования может быть отличным инструментом, поскольку оно позволяет вам превращать ваши идеи в формы. С другой стороны, они могут превратиться в кошмар, когда вы столкнетесь с проблемами импорта. Зачастую ошибки возникают при импорте 3D моделей из форматов других САПР вследствие неаккуратного создания исходных файлов или нарушения правил 3D моделирования. Это означает, что 3D-модель может быть представлена в цифровом виде, но в реальном мире нет геометрии, которая могла бы ее физически осуществить. Поскольку сетка 3D-модели определяется ребрами, гранями и вершинами, если 3D-дизайн содержит неоднородные ошибки моделирования, которые препятствуют этой точности геометрии, 3D-файл не будет распознан 3D-принтером, и, следовательно, 3D-модель не будет напечатана.
При экспорте в сеточную геометрию могут возникать следующие типы ошибок: зазоры, пересечение треугольников, перевернутые нормали, геометрическое или топологическое вырождение.
С какими основными проблемами вы сталкиваетесь в процессе моделирования и оптимизации STL файлов? Какие еще вопросы нам стоит обсудить, прежде чем двигаться дальше?
Формат выходного файла
Пойдем немного дальше — мы только что увидели, что файл STL на самом деле является переводом 3D-объекта в код, но что это значит? Этот файл будет кодировать геометрию поверхности объекта, концепция, используемая на этом этапе, называется тесселяцией. Тесселяция — это действие по замощению поверхности геометрическими фигурами треугольниками, как в примере ниже.
Роль файла будет заключаться в хранении информации об этих треугольных геометриях.
Формат выходного файла - STL могут экспортироваться в бинарном или ASCII формате. Существует два разных способа хранения информации в файле: кодировка ASCII и двоичная кодировка, которые сохраняют компоненты единичного вектора нормали к треугольнику и координаты вершин.
Кодировка ASCII (многотельность) – текстовый формат без поддержки цвета. Тела разделены на отдельные сетки. Файл ASCII STL всегда начинается с этой строки:
solid name
Имя будет названием модели, и этим продолжаются все числа треугольников:
facet normal ni nj nk
outer loop
vertex v1x v1y v1z
vertex v2x v2y v2z
vertex v3x v3y v3z
endloop
endfacet
Каждое n или v является числом с плавающей запятой. Файл ASCII STL заканчивается:
endsolid name
Если ваш файл большой и очень подробный, он может усложниться в разы и стать огромным. В этом случае есть другое решение.
Двоичное кодирование — бинарный формат с поддержкой цвета. Тела хранятся в виде одной большой сетки. Сетка при этом состоит из множества оболочек
Двоичный файл начинается с 80-символьного заголовка, а каждый треугольник представлен двенадцатью 32-битными числами с плавающей запятой. И в итоге это выглядит так:
UINT8[80] — заголовок
UINT56 — количество треугольников
для каждого треугольника
REAL56[3] – вектор нормали
REAL56[3] – Вершина 1
REAL56[3] – Вершина 2
REAL56[3] – Вершина 3
UINT16 — количество байтов атрибута
end
Этот двоичный формат кодирования намного легче читать, что может быть удобно, когда вам нужно восстановить поврежденный файл, чтобы найти возможную проблему.
Недостатки:
- невысокая точность геометрии (в версии ASCII можно задавать произвольную точность);
- большой объём файла для сложных моделей.
В двоичной и ASCII-версиях STL нормаль грани должна быть единичным вектором, направленным от объекта. В большинстве программ она может быть установлена в (0,0,0), и программа автоматически рассчитает нормаль на основе порядка вершин треугольника, используя правило правой руки.
Большим преимуществом STL для 3D-печати является то, что это универсальный формат файла, и все 3D-принтеры могут его прочитать. Но прежде чем отправить файл на 3D-печать, вы должны убедиться, что он не поврежден, печать файла с неверными данными либо не заполнится, либо может привести к остановке печати.
STL единственным формат файла для 3D-печати?
Когда дело доходит до форматов файлов для 3D-печати, у вас есть выбор. До настоящего времени, чтобы информация была закодирована, она полагалась на формат файла стереолитографии или STL для краткости. В последние годы все больше и больше организаций начали разрабатывать стандарты для аддитивного производства. Это связано с тем, что размер отрасли в настоящее время достиг уровня, при котором эффективный бизнес возможен только на основе надежного и полного набора принятых отраслевых стандартов.
По мере того, как технология аддитивного производства развивалась от производства в основном однородных форм из одного материала к производству полноцветных геометрий из нескольких материалов с использованием функционально подобранных материалов и микроструктур, росла потребность в стандартном формате обмена файлами, который мог бы поддерживать эти функции. Вторым фактором, повлиявшим на разработку стандарта, было улучшение разрешения технологий аддитивного производства. По мере того, как точность процессов печати приближалась к микронному разрешению, количество треугольников, необходимых для описания гладких изогнутых поверхностей, приводило к неприемлемо большим размерам файлов. В 2006 году Джонатан Д. Хиллер и Ход Липсон представили первоначальную версию AMF, получившую название «STL 2.0». В январе 2009 г. был создан новый комитет ASTM F42 по технологиям аддитивного производства, а также был сформирован подкомитет по проектированию для разработки нового стандарта. В результате первая редакция стандарта AMF стала официальной 2 мая 2011 г. Новый стандарт заменяет STL на файловый формат аддитивного производства (AMF).
ISO/ASTM 52915 2016 формат файлов аддитивного производства (AMF). Версия 1.2, опубликованная в мае 2020, была разработана разработка концепции технического комитета ИСО по аддитивному производству ИСО/ТК 2611, в партнерстве с ASTM International. В нем указаны явные механизмы обеспечения целостности данных, электронных подписей и шифрования.
Председатель технического комитета ISO 261 «Аддитивное производство» и член по особым поручениям исполнительного комитета комитета ASTM F42 «Аддитивное производство», д-р Кристиан Зайдль (Dr Christian Seidel) описывает некоторые преимущества нового формата файлов.
Формат AMF предлагает большой потенциал для поддержки дальнейшего развития сектора аддитивного производства и будет становиться все более важным для отрасли в ближайшие годы. AMF описывает объект таким образом, что любая машина может построить его настолько хорошо, насколько это возможно, и поэтому не зависит от технологии.
Ключевые возможности формата AMF версия 1.2.
- Возможность задавать геометрию с высокой точностью и малыми размерами файлов, несколькими материалами, цветом и микроструктурами.
- Для улучшения геометрической точности формат AMF позволяет изгибать треугольные участки. По умолчанию все треугольники считаются плоскими, а все ребра треугольников считаются прямыми линиями, соединяющими две их вершины. Однако криволинейные треугольники и криволинейные ребра могут быть дополнительно указаны, чтобы уменьшить количество элементов сетки, необходимых для описания криволинейной поверхности.
- Технологическая независимость: формат файла описывает объект в общем виде, чтобы любая машина могла построить его в меру своих возможностей.
- Простота: формат файла простой для реализации и понимания.
- Масштабируемость: формат файла хорошо масштабируется с увеличением сложности и размера детали, а также с улучшением разрешения и точности производственного оборудования.
- Производительность: формат файла обеспечивает разумную продолжительность (интерактивное время) для операций чтения и записи и разумные размеры файлов для типичного большого объекта.
- Обратная совместимость: любой существующий файл STL может быть преобразован непосредственно в действительный файл AMF без потери информации и без необходимости дополнительной информации. Файлы AMF также легко конвертируются обратно в STL для использования в устаревших системах, хотя расширенные функции будут потеряны.
- Совместимость в будущем: чтобы оставаться полезным в быстро меняющейся отрасли, этот формат файла может легко расширяться, оставаясь при этом совместимым с более ранними версиями и технологиями. Это позволяет добавлять новые функции по мере развития технологий, и в то же время безупречно работать с простыми однородными геометриями на самом старом оборудовании.
3D-печать файла STL
Индустрия аддитивного производства в целом довольно нишева и все еще находится в зачаточном состоянии. Компании часто предпочитают аддитивное производство для создания прототипов и производства в небольших объемах. Просто отправьте 3D CAD модель на принтер, и через несколько часов вы будете держать готовое изделие в руках.
Конечно, «несколько часов спустя» неприемлемо, если у вас есть заказы на сотни тысяч единиц, которые должны быть получены в течение нескольких недель. Вот почему большинство компаний всерьез не рассматривали печать для массового производства. Однако это быстро меняется, рынок демонстрирует высокие темпы роста, поэтому ему уделяется большое внимание.
Технологии 3D-печати привносят новую степень свободы в проектирование, позволяя создавать конструкции с более сложными формами, топологией, а также максимально адаптировать дизайн продуктов под нужды пользователя, снимая ограничения производства, т.к. конструкции, созданные методами аддитивных технологий, практически не требуют дополнительной обработки. Совсем недавно технологии аддитивного производства приобрели значение как производственные технологии. Первоначально единственной областью применения аддитивного моделирования было быстрое производство прототипов, также известное как быстрое прототипирование. В течение последних пяти-десяти лет наблюдается значительный рост возможностей для прямого производства деталей из пластиков и металлов, особенно в аэрокосмической и медицинской промышленности, а также в общем машиностроении.
Аддитивное производство работает путем наложения расплавленного материала слой за слоем или путем спекания порошка слой за слоем, от нижних слоев, передвижением каретки по направляющим, к верхним. В процессе печати добавляются вспомогательные элементы. Они поддерживают форму детали, пока застывает материал, препятствуют деформации изделия. Позже, они легко удаляются механическим путем. Итак, что будет интересно для 3D-принтера, так это все слои 3D-объекта. Для этого требуется ряд замкнутых 2D-контуров (горизонтальных слоев), которые заполняются затвердевшим материалом по мере сплавления слоев. На этом этапе инструмент 3D-слайсера позволяет создавать все слои в 2D, и все это затем группируется в файле GCode, на языке 3D-принтера.
Предоставляя предприятиям технологические возможности преобразовывать цифровой объект в физическую форму - существуют различные типы принтеров и материалов, которые можно сейчас использовать. 3D-принтеры создают объекты путем спекания (SLA, SLS, SHS, DMLS, EBM, DLP) или печати (3DP, MJM, FDM, FFF, PJP, MJS) по одному слою за раз. Для печати на пластике лучше всего использовать технологию селективного лазерного спекания. Для металлических деталей следует использовать технологию DMLS или Binder Jetting.
Печать титаном. Титан на все свои преимущества пока мало используется в реальной промышленности. Дорого. Самая большая проблема - его сложно обрабатывать. Для литья нужно использовать дорогие вакуумные печи и графитовые формы, если сверлить, фрезеровать или точить - инструменты перегреваются и сам титан на них налипает, сварка требует инертных газов и т.д. В результате цена изделия из титана в 10 раз дороже изделия из стали (приблизительно).
Но 3D печать уже позволяет работать с титаном и делать из него то, что раньше сделать было нельзя. На фото пример одного напечатанного изделия. Вес уменьшен с двух кг до семьсот граммов. И делают его уже не месяц как раньше, а всего неделю. Есть ли какая-то конкретная проблема, которая сдерживает ваш бизнес?
Где это применимо? Авиация, космос, судостроение, просто машиностроение, робототехника, медицина (медицинские сплавы титана) и многое другое.
Снижение цены на десять и даже пятьдесят процентов открывает новые ниши применения. Этот переход от прототипирования к производству имеет решающее значение для сохранения темпов роста, наблюдаемых в последние годы, поскольку прототипирование часто не требует производства более пяти деталей. Однако для достижения в ближайшие годы трех-пятизначных совокупных годовых темпов роста и для дальнейшего совершенствования технологий аддитивного производства необходимо определить и использовать бизнес-кейсы в рамках малых и средних серий выпуска деталей. На самом деле, несколько компаний уже успешно используют AM в массовом порядке . Chanel Inc, например, говорит, что скоро будет производить миллион кисточек туши в месяц, используя AM. Немецкий автопроизводитель BMW теперь печатает на 3 D принтере необходимые детали для своего родстера i8. В то время как Adidas производит свою подошву для кроссовок Futurecraft 4D с помощью 3D-печати. В результате продажи машин и материалов увеличиваются, а технологии аддитивного производства закрепляются в качестве производственных технологий. Как вы предвидите и оцениваете потенциал, будет ли эта технология процветать в будущем? Какие у вас есть опасения или сомнения по поводу применения аддитивных технологий?
Как было сказано выше, ТО становится все более доступным. В рамках проекта «Разработка атласа типовых форм для топологической оптимизации конструкций, формируемых методом селективного лазерного плавления, и их производственная верификация» в ИТМФ (ФГУП «РФЯЦ-ВНИИЭФ») с 2017 года ведутся разработки отечественной программы для топологической оптимизации деталей с использованием ячеистых (решётчатых) структур (Lattice & Cell Structures) для подготовки деталей в аддитивном производстве. Однако, чтобы использовать преимущества этого метода, необходимо обладать широкими и глубокими инженерными знаниями в области 3D-печати и оптимизации топологии. Вы когда либо пользовались услугами инженера для подготовки STL файлов под печать? Какие результаты у вас получились? Если бы мы начали сотрудничать, какие результаты были бы для вас желательны?
Чтобы помочь вам в вашем 3D-проекте или найти наилучший путь от вашего 3D-дизайна до вашей 3D-печатной детали вы можете обратиться ко мне заполнив форму и я позвоню вам в удобное время.
Не забудьте рассказать друзьям об этой статье и поставить лайк, если вам она понравилась!