OEE (Overall Equipment Effectiveness) - общая эффективность оборудования, это стандарт, используемый для измерения и оценки производительности предприятия. Расчет OEE завода помогает определить области, которые мешают заводу работать на максимальной мощности.
Итак, в качестве ориентира, что считается “хорошим” показателем OEE?
1) 100 % OEE - это идеальное производство: производство только хороших деталей, как можно быстрее и без остановок.
2) 85 % OEE считается мировым классом для производителей. Для многих компаний это подходящая долгосрочная цель.
3) 60 % OEE довольно типично для многих производителей, но указывает на наличие значительных возможностей для улучшения.
4) 40 % OEE совсем не редкость для производственных компаний, которые только начинают отслеживать и улучшать свои производственные показатели. Это низкий показатель, и в большинстве случаев его можно легко улучшить с помощью простых мер (например, путем отслеживания причин остановки и устранения крупнейших источников простоя).
Как проводить расчет OEE?
Для расчета общей эффективности оборудования необходимо определить и количественно оценить три основных фактора:
1) Доступность.
Доступность определяет количество времени, в течение которого оборудование способно выполнять свои функции. Он рассчитывается как отношение фактического рабочего времени к доступному времени в день, где доступное время в день приравнивается к полной рабочей смене. Например, полная рабочая смена в день составляет 8 часов, с запланированным временем простоя в один час в день, фактическое время работы равно 7 часам в день.
Доступность = [(Доступное время - Запланированный простой) / Доступное время)] = (8 часов - 1 час) / 8 часов = 0,8750 = 87,5%.
2) Производительность.
Эффективность производительности количественно определяет, сколько времени требуется для завершения процесса по сравнению с его идеальным временем цикла. Упрощенный расчет производится путем умножения количества обработанных единиц на идеальное время цикла, а затем деления продукта на фактическое время работы. Например, если произведено 440 единиц с идеальным временем цикла 0,5 минуты для производства каждой единицы, а фактическое время работы 420 минут, то эффективность производительности рассчитывается как 52,38 %.
Эффективность производительности = [(Кол-во обработанных единиц * Идеальное время цикла) / Фактическое время работы]] = [(440 единиц * 0,5 минуты на единицу) / 420 минут] = 0,5238 = 52,38%.
Под идеальным временем цикла подразумевается стандартизированное время цикла на выпуск одной детали.
3) Качество продукции.
Показатель качества продукции количественно определяет, какая часть от общего количества произведенных единиц соответствует приемлемым стандартам хорошего качества. Для партии из 440 единиц, произведенной только с 435 единицами приемлемого качества, показатель качества продукции рассчитывается как 97,73 %.
Показатель качества продукции = (Кол-во единиц приемлемого качества / кол-во произведенных единиц) = 435 / 440 = 0,9773 = 97,73%
Затем общая эффективность оборудования рассчитывается с учетом трех основных факторов. Учитывая приведенные выше примеры, оценка OEE составляет 44,79 %, как показано в следующем расчете:
OEE = Доступность * Производительность * Качество = 0.8750 * 0.5238 * 0.9773 = 44.79%
6 способов улучшить OEE
Знание факторов, влияющих на общую эффективность оборудования, позволяет осуществлять планирование для упреждающего снижения неэффективности процессов и потерь. Очевидно, что улучшение одного или всех факторов, повысит общую эффективность оборудования завода.
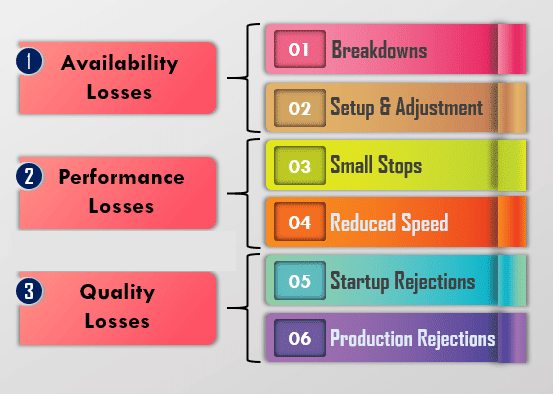
Хорошим началом для повышения эффективности завода является устранение “шести больших потерь”, о которых должно знать каждое производственное подразделение. Устранение этих потерь неизбежно приведет к улучшению OEE.
1) Избегайте сбоев оборудования
Относится к техническим поломкам оборудования или, как правило, к любым незапланированным простоям, которые могут привести к значительному снижению доступности.
2) Ускорьте настройку и корректировку
Учитывают любые значительные периоды времени, в течение которых оборудование в работоспособном состоянии, но не работает из-за переналадки, регулировки, очистки, прогрева или проверки качества. Самым эффективным инструментом по сокращению времени является SMED (Single Minute Exchange of Dies) - быстрая переналадка.
3) Сведите к минимуму холостой ход и незначительные остановки
Это время, когда оборудование останавливается на короткий промежуток времени, разрешенный оператором. Другое название - микро-остановки. Примеры включают неправильную подачу, замятие материала, затрудненный поток продукта, неправильные настройки, смещенные или заблокированные датчики, проблемы с конструкцией оборудования, периодическую быструю очистку и так далее.
4) Устранение неполадок со сниженной скоростью
Это время, когда оборудование работает медленнее, чем идеальное время цикла (теоретически самое быстрое возможное время для изготовления одной детали). Причиной снижения скорости может служить грязное или изношенное оборудование, плохая смазка, некачественные материалы, плохие условия окружающей среды, неопытность оператора и так далее. То есть, категория включает в себя всё, что не позволяет процессу работать с теоретической максимальной скоростью.
5) Минимизировать дефекты в процессе
Любые ошибки в процессе обработки, которые приводят к дефектам готового продукта и, следовательно, к уменьшению количества “качественных продуктов”. Технологические дефекты - это потеря качества.
6) Предотвращать снижение производительности
Снижение производительности может произойти после любого запуска оборудования, однако чаще всего это отслеживается после переналадки. Снижение "YIELD" - это потеря качества. Примеры распространенных причин снижения производительности включают неоптимальные переналадки, неправильные настройки при запуске новой детали и так далее.