"Остек-ЭК" ― подразделение группы компаний ОСТЕК. Мы внедряем новейшие технологии для предприятий, специализирующихся на производстве электронных компонентов (сборочное производство и производство полупроводников).
GS Nanotech и Остек-ЭК.
Часть 2: монтаж кристалла на подложку — Attach Print и Attach Cure
В предыдущей статье GS Nanotech и Остек-ЭК: Часть 1: обработка пластин — этап Pre-Assembly мы говорили, что хотим создать серию публикаций "Микроэлектроника. Истории запуска в РФ":
"Хроники успешного сотрудничества Остек-ЭК не возможны без упоминания компании GS Nanotech. Большой проект по запуску линии корпусирования (установки полупроводниковых кристаллов в корпуса микросхем) пришелся на 2013 год. Проект растянулся на два года: определении технического облика будущего производства, тендер и закупка линии машин, плановые пусконаладочные работы и поэтапная отладка технологии."

Предыдущие статьи: GS Nanotech и Остек-ЭК: Часть 1: обработка пластин — этап Pre-Assembly
Монтаж кристалла на подложку — операции Attach Print и Attach Cure
После подготовки пластин — утонения и разрезки — начинается собственно процесс сборки микромодулей. Первой его стадией является монтаж кристаллов — установка их на подложки корпусов микросхем; в англоязычной терминологии эта стадия называется Attach Print.
Надо отметить, что поставляемые полупроводниковые пластины тестируются поставщиком для выявления полностью нефункциональных кристаллов и тех, которые не показали заявленную производительность. По результатам тестирования составляются электронные карты пластин, которые поставщик передает производителю микросхем, а последний загружает в свое оборудование, используя стандарт SECS/GEM.
Подложки, на которые устанавливаются кристаллы, представляют собой многослойные печатные платы, объединенные в мультизаготовку. На верхнюю сторону подложки с использованием какого-либо типа адгезива устанавливаются кристаллы, на нижнюю — шариковые выводы корпусов типа BGA.
Перед установкой кристаллов на посадочные места мультизаготовки наносится адгезив (клей). Нанесение выполняется дозатором, интегрированным в монтажный автомат, в соответствии с заданным рисунком — паттерном. Затем автомат, сверяясь с картой пластины, вакуумным захватом снимает с пленочного носителя годные кристаллы, помещает их на подложки и выдерживает заданное время, прижимая с заданным усилием.
Для точного позиционирования кристаллов на подложках в составе автомата имеется оптическая система. Посадочное место она определяет, распознавая реперные точки на подложке, а кристалл идентифицирует по особому рисунку на его поверхности. Кроме того, после поднятия кристалла с пленочного носителя система контролирует его угловую ориентацию и при необходимости передает на монтажную головку команду на доворот кристалла.
В современных машинах при снятии кристалла с пленочного носителя в дополнение к вакуумному захвату, поднимающему кристалл, используются разного рода выталкиватели (эжекторы), воздействующие на кристалл снизу с целью отделить, отклеить его от пленки.
Если кристалл небольшой площади и сравнительно большой толщины — это может быть просто иголка, нажимающая снизу на центральную область кристалла, в результате чего пленка отклеивается почти от всей площади основания кристалла. Для выталкивания кристаллов с большим отношением площади к толщине используются преимущественно многоигольчатые эжекторы, хотя существуют и механизмы с другим принципом действия.
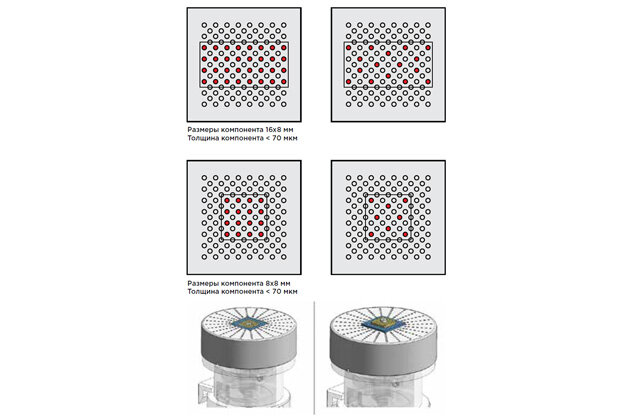
Многоигольчатые выталкиватели, в свою очередь, также бывают разных типов. Это может быть матричная система, в которой иголки распределяются в нужном количестве и порядке по площади кристалла и выдвигаются одновременно. В так называемых многостадийных системах секторы выдвигаются последовательно по времени. Для линии сборки микромодулей применен автомат монтажа кристаллов. Среди различных вариантов выталкивателей, которыми он комплектуется, имеется многостадийная система, которая сначала поднимает весь кристалл, создавая в пленке локальные напряжения, а затем в несколько приемов втягивает иголки группами по периметру кристалла, и пленка на этих площадях отклеивается.
При выборе автомата монтажа специалисты GS Nanotech руководствовались тем, что бы система была специально сконструирована для монтажа микроэлектронных компонентов высокой сложности, таких как MCM, CMOS, DA, flip-chip, она может работать со сверхтонкими и хрупкими кристаллами. Автомат комплектуется семью видами захватов (опционально — 14) и обладала очень высокой производительностью — до 5 000 компонентов в час — при точности 10 мкм@3σ (новая модификация имеет точность 7 мкм@3σ).
В настоящее время все большее распространение получает более совершенная, чем посадка на клей, технология, основанная на применении DAF (Die Attach Film, двухсторонняя клеящая пленка); именно она применена в линии GS Nanotech. DAF обеспечивает большую надежность и повторяемость приклеивания за счет постоянной толщины и гарантированной однородности клеевого слоя, отсутствия пустот или натеканий, которые трудно полностью исключить при нанесении клея дозатором, а обнаружить можно лишь при контроле после полимеризации адгезива, то есть слишком поздно, чтобы что-то исправить. При использовании DAF она выступает как носитель, на который переклеивается утоненная (GBD) или разрезанная (DBG) пластина в завершающей фазе этапа Pre-Assembly.
Важно отметить, что правильное использование DAF требует, чтобы в процессе полимеризации подложка была прогрета до температуры, требующейся для расплавления клеевого материала пленки — обычно от 100 до 150 ºС. Эта функция — подогрев подложки — также реализована в автомате 2200 evo.
После установки кристалла (кристаллов) на подложку необходимо выполнить операцию, называемую Attach Cure — обработку в сушильной печи, в процессе которой происходит полимеризация адгезива, а также удаление влаги из продукта. Температурный профиль подбирается индивидуально для каждого изделия, и верный его выбор критически важен, поскольку ошибка ведет к ряду неблагоприятных последствий, основными из которых являются деламинация и пустоты в склеивающем слое. Самое неприятное, что эти эффекты проявляются только на поздних стадиях процесса корпусирования или, что еще хуже, у покупателя продукции.
Опыт, полученный специалистами GS Nanotech, подтвердил преимущества DAF перед дозированием адгезива. В частности, было определено, что при многоярусном монтаже кристаллов (технология Stack Die) применение клеевого адгезива возможно, но DAF дает лучшие результаты, причем разница все более заметна с увеличением числа кристаллов в сборке, при росте их размеров и уменьшении толщины.
Для контроля качества клеевого соединения кристаллов с подложками на участке сборки многовыводных микромодулей используется ультразвуковой микроскоп высокого разрешения D9500 компании Sonoscan.
В ультразвуковом микроскопе электромагнитные колебания, вырабатываемые высокочастотным генератором, преобразуются в звуковые импульсы устройством, которое называется трансдьюсер. Акустическая линза фокусирует УЗ-импульсы на предмете исследования, помещенном в соединяющую среду — воду. Тот же трансдьюсер принимает отраженный УЗ-сигнал, преобразует его в электромагнитные импульсы, обработка которых позволяет сформировать изображение обследуемого участка в виде точки с определенной плотностью серого цвета. В сканирующих системах трансдьюсер, механически перемещаясь над образцом, линия за линией создает его изображение на экране.
Физические свойства УЗ-колебаний таковы, что с ростом частоты глубина проникновения в толщу образца уменьшается, а разрешающая способность увеличивается. Для того, чтобы пользователь мог выбрать режим, требующийся в каждом конкретном исследовании, модель D9500 имеет широкозонный генератор с частотой до 500 МГц, позволяющий работать с трансдьюсерами с номинальной частотой от 5 до 300 МГц; последний, в частности, обеспечивает прибору разрешающую способность 18 мкм.
Каждое изделие контролю не подвергается. Смысл УЗ-обследования на данном этапе состоит в том, чтобы подтвердить сохранение правильной настройки технологического процесса, для чего достаточно периодического выборочного контроля.
Подписывайтесь на наш канал на Яндекс.Дзен
Продолжение следует...
Cтатьи по теме:
GS Nanotech и Остек-ЭК: Часть 1: обработка пластин — этап Pre-Assembly