Добрый день, дорогие слесарь-панки!
Что-то я смотрю, от ЧПУ мы уже довольно далеко - точим детали руками. Да и честно говоря, переделывать мой pd250e в ЧПУ (а есть киты и вроде даже от прокссона) что-то не хочется - это прорва денег и времени, к тому же жесткость станка не простит случайную сильную подачу или что-то подобное - сломается не резец, а станок. Так что давайте разберемся, как нарезают резьбу на Proxxon pd250e руками.
Почему надо нарезать резьбу на валах и пальцах? Дело в том, что если мы делаем резьбу в малом отверстии - то метчик самоцентрируется и резьба получается ровной в любом случае. По идее, тоже самое происходит и с леркой на стальном прутке - но в самом конце появляется затир и этот затир мешает соосной установки деталюшки. Позвольте мне проиллюстрировать:



И когда мы вставляем поршень со штоком в цилиндр - происходит перекос и клин:
На фотографии выше крышка цилиндра всего с одним отверстием - это неправильно и надо сделать еще пару - если вдруг кто помнит чертеж - для входы и выхода воздуха. Несмотря на то, что поршень в цилиндре ходит не так плотно, как хотелось бы (решим прокладками), это всё равно влияет.
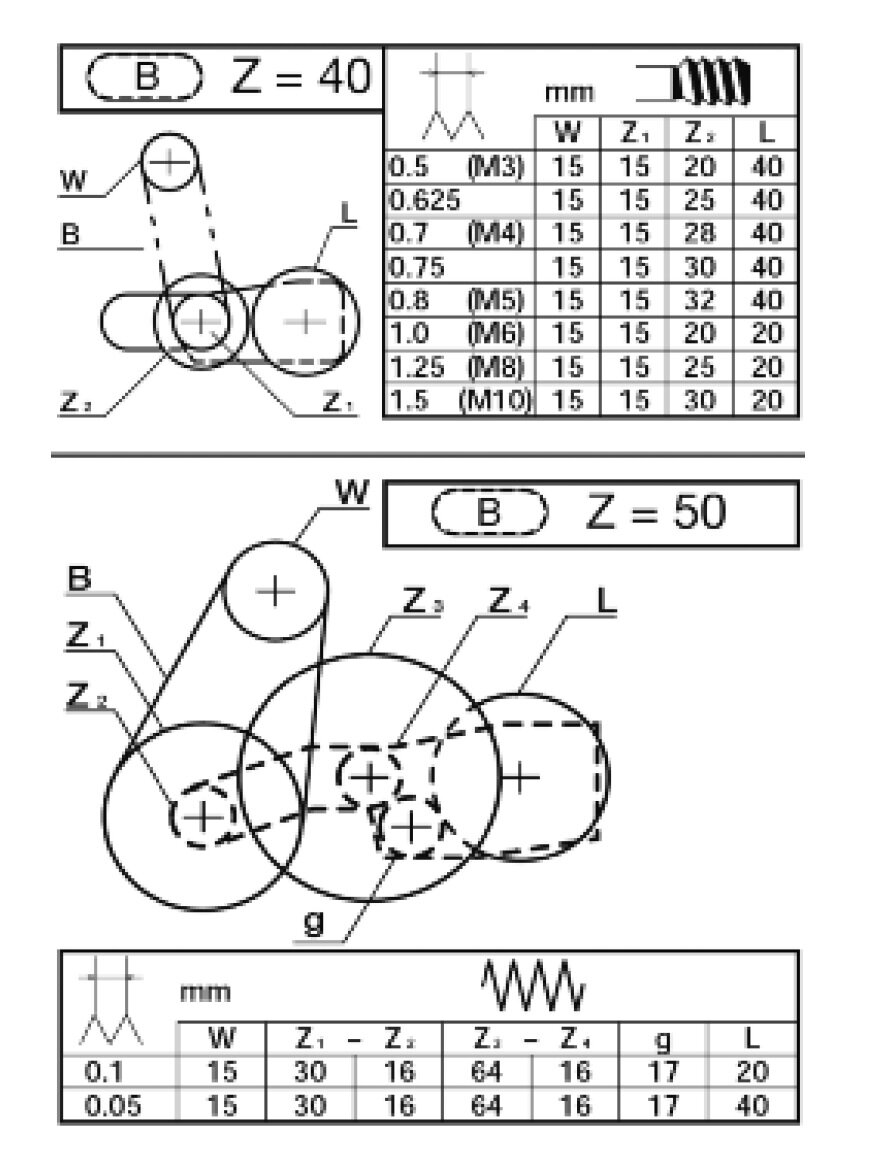
У нас таких деталей вагон - ведь мы условились, что будем нарезать резьбу везде, где можно, чтобы избежать пайки (в оригинале там вообще МЯГКАЯ пайка). Что нам предлагает прокксон?
А что у нас вообще есть?
Следуя схеме выше, получается, что для резьбы М4 нам надо заменить только одну шестеренку (и убрать 3) - с того, что там есть сейчас на 28 зубов(номера на шестернях - это количество зубов).
Вот, что получилось.
Ну чтож, вроде всё работает. В инструкции также стоит рекомендация, что для проверки люфтов между шестернями надо вставить лист газетки - должен проходить нормально, значит зазоры верные.
Собственно, всё готово, ждите видео нарезки резьбы на валу - самому интересно, что получится. Что же касается картинки 20, то там указано, что при нарезке резьбы нельзя переключаться на ручную подачу - то есть прошли чуть-чуть до нужного момента, тормазим, отводим резец, переключаем станок на обратное вращение, опять подвозим резец и так повторить, пока заявленные характеристики резьбы не будут достигнуты. Если же переключиться на ручной отвод (так же быстрее, да?), то станок потеряет "точку входа" резьбы и у вас есть шанс нарезать так называемую "(n+1)заходную" резьбу, где n - количество отводов резца к задней бабке руками.
А на сегодня всё!