Предисловие: Я новичок и большинство, что здесь описано - это информация с разных источников, форумов аккумулированная в один пост и нацеленная на закрытие 80% вопросов по выбору сварочного оборудования для кузовного ремонта автомобиля в гаражных условиях. Для получения ответа без вникания в подробности листайте в низ, там я подведу итоги.
Каждый хочет видеть свою машину целой и рабочей. И если по технике многие могут привести в порядок сами свой автомобиль, то по вопросам состояния кузова зачастую обращаются к людям, которые этим занимаются. И в целом это правильно, особенно, если ты здоровый человек и машину берешь чтобы ездить, а не корпеть и выводить в идеал.
Читая посты в интернете, рассматривая технологические процессы, зачастую, многие кузовщики их нарушают, особенно, когда оказанная услуга стоит не дорого. И, внимание, я не осуждаю таких кузовщиков! Ибо, к примеру, десятки, жиги и некроведра, которые берутся людьми просто как автомобиль, который их возит, то вкладывать баснословные деньги, для того чтобы ты не вывалиться в дороге, а вместо ковра не было бассейна, не имеет смысла. Но для себя я решил, что если хочешь сделать хорошо, то сделай это сам. Причем можно при этом сэкономить немало денег без сильной потери в качестве, но лишь при том условии, что будешь знать технологические процессы и их свойства. Но материал мы затрагивать не будем, но вот тему сварочного оборудования и того, что к нему прилагается стоит обсудить стоит, так как в интернете по этой теме бардак, и чтобы разобраться придется посетить множество сайтов и потратить уйму времени. Если буду не прав - подправьте.
Типы сварки и используемый газ:
MMA (Manual Metal Arc/ручная дуговая сварка) – это сварка с использованием штучного электрода. Варить им машины можно, но есть много нюансов. Если привести аналогию, то это как плоскогубцами откручивать болт. Но если в двух словах – не рекомендую. Так как тонкий металл вы качественно не сварите, а только «н@срете».
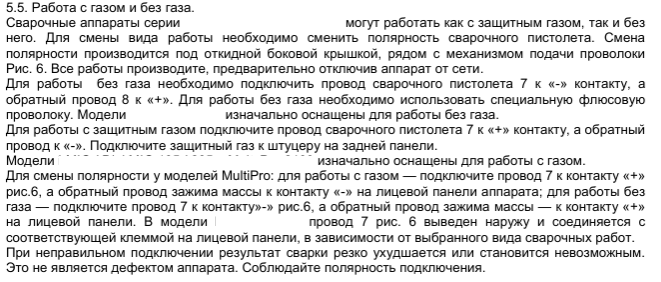
MIG/MAG (Metal Inert/Active Gas) – это тот самый вид сварки, которым преимущественно восстанавливают кузова и детали автомобилей. В качестве защиты тут уже используется не покрытие электрода, как при MMAтипе сварки, а защитный газ. К примеру, к активному газу относится аргон, а к инертному углекислота. Чаще используется в гаражных мастерских либо углекислота, либо сварочная смесь. Сварочная смесь бывает разной, но, как правило, это смесь углекислоты с аргоном в процентном соотношении (co2-25%, Ar-75%). Уточню, что они используются для сварки черного металла.
Для нержавейки, к примеру, смесь будет иметь такие пропорции (co2-2%, Ar-98%).
Для сварки алюминия используют в качестве защитного газа аргон или его смесь с гелием.
Так же многие сварочные аппараты данного типа поддерживают сварку без использования защитного газа с использованием порошковой или флюсовой проволоки. Для этого требуется сменить полярность на сварочном аппарате.
TIG (Tungsten Inert Gas) – это ручная дуговая сварка с использованием неплавящегося электрода. Применяется при ремонте автомобилей. Данный тип сварки менее производительный и более дорогой. В общей практике используется преимущественно для сварки цветных металлов. В автомобиле, как правило, используют для создания кастомной выхлопной системы из нержавеющей стали.
Есть еще сварка газом с присадкой, но для сварки автомобилей не применяется.
Виды проволоки:
Порошковая – проволока, внутри который используется порошок и защищает сварочную область. Применяется как для сварки автомобилей, так и для бытовых нужд без использования защитного газа.
Флюсовая проволока – это проволока по применению схожа с порошковой, но можно варить на открытой местности. При ее использовании, количество разбрызгиваемого материала существенно снижается. Данная проволока дешевле порошковой, и выделяет при сварке меньше вредных веществ. Некоторые источники между флюсовой и порошковой проволокой ставят знак равно.
Омедненная – эта проволока покрыта медной оболочкой, и используется для сварки углеродистой и низкоуглеродистой стали в среде защитного газа. Защитный газ может быть углекислота или сварочная смесь.
Легированная – эта проволока позволяет проводить сварку почти с любыми материалами и почти с любым газом.
Алюминиевая – эта проволока предназначена для сварки алюминиевых материалов. Защитным газом выступает аргон или смесь аргона с гелием. Алюминий можно варить без газа, но специальной порошковой проволокой по алюминию.
Из нержавеющей стали – эта проволока предназначена для сварки материалов из нержавеющей стали. Данный тип проволоки предотвращает коррозию сварочного шва. Используемым газом выступает аргон, углекислота и смесь аргона и углекислоты. Так же поддерживает сварку без газа, но с использование порошковой проволоки для нержавеющей стали.
Виды баллонов и требования к ним:
Прежде, чем перейти к описанию баллонов, стоит упомянуть, что для различного вида газа используется собственный баллон. И во избежание травм и прочих негативных последствий стоит выбирать баллон строго под тот вид газа, который планируете использовать.
Учитывая, что видов газа, а тем более их смеси превеликое множество, то рассмотрим лишь баллоны для углекислоты и сварочной смеси, как наиболее распространённые и ходовые для кузовного ремонта в гаражной мастерской.
С виду баллоны могут быть абсолютно одинаковыми, за исключением того, что на них написано для каких газов он используется. На баллоне, который предназначенный для углекислоты, будет написано на черном фоне «углекислота». Соответственно, на баллонах, предназначенных для сварочной смеси будет написано «сварочная смесь». И по большей части различий между баллонами нет, за исключением того, что под углекислоту баллон имеет меньшее рабочее давление, нежели под сварочную смесь. Как правило, рабочее давление у баллона под углекислоту составляет 150 атмосфер, а под сварочную смесь около 200 атмосфер. И пусть рабочее давление не вводит вас в заблуждение. ДАВЛЕНИЕ В ЗАПРАВЛЕННОМ БАЛОНЕ НЕ ДОЛЖНО ПРЕВЫШАТЬ 70 АТМОСФЕР!!!
По хранению баллона сильно специфических требований нет. Баллон не должен иметь трещин, вмятин и прочих следов небрежной или неправильной эксплуатации, а также не должен пропускать газ. Хранить при температуре от минус 40 до плюс 50 градусов и минимум в метре от источников тепла. А так же не допускать попадания солнечных лучей и влаги. И не забываем про регулярную проверку давления в баллоне. И, исходя из этого, кажется, что не все так страшно. Но первая опасность - это утечка. Можно получить отравление со смертельным исходом. А вторая – нюансы заправки.
Заправка баллона и транспортировка:
Вот тут из безобидного может перерасти в ужасающие последствия. Так как перед выбор сварочного оборудования себе, прочитал не мало статей и форумов. Ошибки в заправке могут быть по различным причинам, и чтобы избежать последствий, то обращайте внимание на несколько вещей. А конкретно. Лучше всего баллон заправлять по весу. Берем паспортное значение веса баллона и суммируем с паспортным значением вентиля или взвешиваем пустой баллон перед заправкой. И взвешиваем после заправки. На 1 чистый литр баллона приходится около 700 грамм углекислоты, если температура, при которой будет осуществляться транспортировка и хранение не, будет превышать 21 градус. И около 350-400 грамм на литр, если температура перевозки и хранения не будет превышать 31 градус. Для более подробного расчета можно найти таблицу в интернете, но для ориентировки этих значений вам хватит. Если нет возможности заправить по весу, то подключаете редуктор и наблюдаете за давлением, как только давление перевалило за 70 атмосфер, то выносите баллон на улицу и понемногу стравливаете до безопасного давления. На некоторых баллонах и на многих редукторах есть клапан аварийного сброса, но тут лучше надеяться не только на защиту от «дурака».
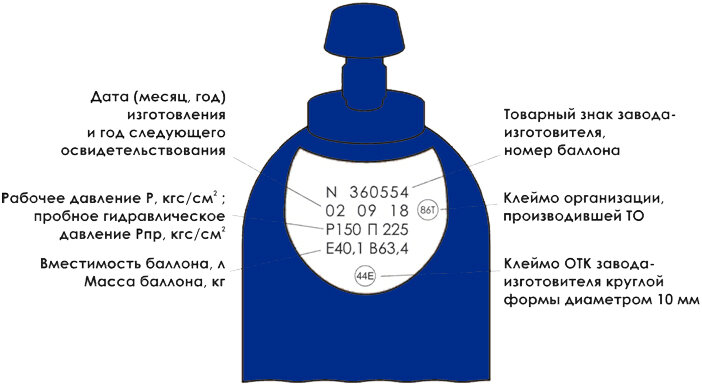
Паспорт баллона вам расскажет о дате производства, его весе, давлении рабочем и пробном и ряд других параметров.
Теперь стоит запомнить, что аттестация баллона действует 5 лет с момента производства или последней аттестации. Без аттестации баллон не примут на заправку, а так же такой баллон НЕБЕЗОПАСЕН для использования. Если срок службы на баллоне не указан, то он составляет 20 лет, после чего баллон должен быть утилизирован как небезопасный для эксплуатации. На крайний случай, если баллон подходит по габаритам, то используя методы предосторожности, можно из него сделать печку или мангал.
Перевозка баллона должна производится в горизонтальном положении со специальным «колпаком», без возможности падения, перемещения, а так же избыточного нагрева.
Редуктора. Тут сильно расписывать не буду, так как тут на вкус и цвет. Отмечу лишь то, что должны подходить по резьбе плотно. Под каждый газ используется свой редуктор, иначе велика вероятность неточности работы приборов измерения.
Итоги. Что же выбрать для гаражной мастерской.
Сварочный аппарат с технологией сварки MIG/MAG, который поддерживает метод сварки и без газа. Есть сварочные аппараты, которые поддерживают еще и MMA, а бывает и TIG сварку ко всему прочему. Но, как правило, они дороже.
Варить с газом или без?
Отвечу на вопрос многих начинающих. Омедненной проволокой можно варить без газа. И такая сварка даже будет держаться. Но стоит учесть, что это нарушение технологического процесса, а второе – это то, что в центре прихватки будет кратер. Их обычно перекрывают сваркой внахлест. Потом это зачищается и будет чистый металл. Держать это будет, и для малого бюджета может подойти заварить дырку в крыле или тех кузовных элементах, где нет нагрузки. Нагруженные части я не рискнул бы таким методом варить. По поводу сварки данным методом знакомый сказал, что на разрыв держать будет, но трубу с давлением уже нет. Но еще раз скажу, что крайне не рекомендую так делать!
Если вам нужно переварить одну машину, а то и того меньше – пороги, то сварочный аппарат с порошковой проволокой наш вариант. Просто покупает аппарат с поддержкой сварки без газа, меняем полярность и варим. Из минусов это чуть больше брызг и, по некоторым данным из интернета, нужно защищать данный шов. В моем понимании любой шов в автомобиле нужно защищать, и не важно, с газом ли он варился или без. К слову, брызги можно убрать, попутно зачищая и сравнивая сварочный валик с плоскостью кузова автомобиля.
Если планируете этим заниматься и готовы понести определенные траты и неудобства, то можно рассмотреть сварку и с газом, так как она даст чуть лучше провар и более красивый шов. Но стоит учесть, что тут бюджетно не совсем получится. Баллоны ниже 10 литров мы рассматривать не будем, так как для постоянного использования нецелесообразно. В моем регионе на площадках продажи предметов, бывших в употреблении, объявлении с продажей баллонов не было, только объявления о заправке. Идем в магазин. В среднем баллон 10 литров стоит около 4 тысяч рублей. Но 10 литров будет многим маловат, смотрим на 20 литров. Цены на такие баллоны уже начинаются от 8 тысяч. Добавляем сюда самый дешевый редуктор за одну тысячу рублей, заправку и шлаг до сварочного аппарата, то уже выходит стоимость еще одного бюджетного сварочного аппарата. К примеру, мой аппарат весьма неплохой и вышел мне в 10 300рублей. Из минусов не поддерживает катушки 5кг. Но даже если вы сумели сэкономить на Б/У баллоне, то не забываете про аттестацию и срок службы, так как переаттестация – процедура не бесплатная. К слову, по разным источникам, минимальное давление в среде углекислоты – 0.2 - 0.5 атмосферы.
Поэтому начинающему я советую взять MIG/MAG сварочный аппарат, который поддерживает сварку с газом и без. Поначалу варить порошковой проволокой, а если возникнет необходимость варить с газом, то всегда можно доукомплектовать ваш сварочный аппарат.
Со временем пост будет дополняться и редактироваться. Но, я думаю, на многие первичные вопросы в преддверии выбора сварочного аппарата, ответ вы получили и немного сэкономили своего времени, а так же может быть и здоровье. Политику дзена на счет ссылок не знаю, поэтому если хотите прочитать подробнее по давлению и заправке баллонов, то забейте в поисковик " ПОЛЬЗОВАТЕЛИ БАЛЛОНОВ! ОБЯЗАТЕЛЬНО ПРОЧТИТЕ ЭТИ 2 ТРЕДА!".
P.S. Всем добра, солнца, крепких швов и надежных баллонов.