Особенности электроэрозионной обработки заготовок из титанового сплава непостоянного качества и неоднородной структуры
Для электроэрозионной обработки непостоянство химического состава означает непостоянство скорости обработки, так как скорость определяется физико-химическими характеристиками обрабатываемого материала. Качество поверхности после обработки также оказывается нестабильным, однако на точность геометрических размеров качество обрабатываемого материала влияет косвенно. Прямое влияние оказывает принцип единства баз при переустановке заготовок образцов с электроэрозионного станка на фрезерный.
При соблюдении принципа единства баз рекомендуется за технологические или измерительные базы принимать не только одни и те же поверхности, но и одни и те же участки поверхностей, что позволяет свести к минимуму влияние отклонений геометрической формы поверхностей технологических баз на погрешность установки. С этой целью все установочные элементы приспособлений, применяемые на различных операциях, должны располагать в одних и тех же точках координатной системы, построенной на технологических базах, а при измерении — на измерительных базах.
Между принципами совмещения и единства баз существует противоречие. Так, на рисунке 14 показана деталь с несколькими отверстиями, оси которых заданы последовательно одна относительно другой. Если соблюдать принцип совмещения баз, то при обработке отверстия I технологической базой, относительно которой получают координаты оси отверстия, будет основание детали. Для обработки отверстия II за технологическую базу следует выбрать ось отверстия I и для обработки отверстия III технологической базой должна быть ось отверстия II (рисунок 14а). Если соблюдать принцип единства баз, то координаты осей всех отверстий по вертикали будут обеспечиваться от одной технологической базы, например от основания (рисунок 14б).
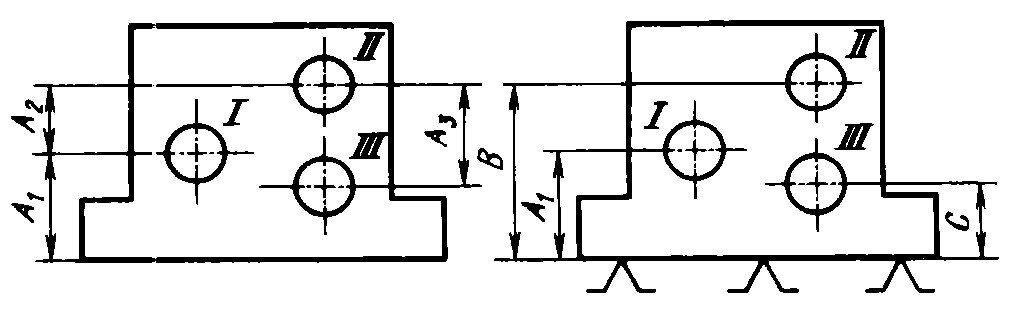
Принятие того или иного решения зависит от конкретных условий. Например, если требования к точности очень высоки и не возникает трудностей при использовании конструкторской базы в качестве технологической, то целесообразно применять принцип совмещения баз. Если заданная точность может быть достигнута и экономически оправдана от одной технологической базы, то целесообразно воспользоваться принципом единства баз.
Таким образом, при всех прочих равных условиях каждая смена баз всегда сопровождается появлением добавочных погрешностей на требуемых относительных поворотах поверхностей детали и связывающих их размерах. Следовательно, для получения наиболее высокой точности относительных поворотов поверхностей детали и связывающих их размеров следует по возможности избегать смены баз и связанных с нею добавочных погрешностей.
Практически принцип единства баз используется в полной мере при обработке с одной установки деталей наиболее простых конструктивных, технологически отработанных форм. В нашей ситуации, обработка с одного установа не представляется возможной, так как изготовление образцов происходит на разных станках. Поэтому необходимо минимизировать погрешность установки. Для этого все установочные элементы приспособлений, используемых на различных операциях, должны располагаться по единой схеме, на одинаковых расстояниях и быть по возможности одинаковых размеров.
Для соблюдения принципа единства баз и наиболее точного базирования образцов на проволочно-вырезном электроэрозионном станке ONA AF 60 использовалась специальная оснастка с повторяемостью установки 0,002 мкм.
Пневматический патрон производства компании EROWA, входящего в состав установки, предназначен для изготовления электродов, а также предварительной фрезеровки деталей перед проволочной ЭЭ с соблюдением принципа единства баз. Сила зажима до 7000 Н, используется горизонтально или вертикально. Схематичное изображение и внешний вид патрона представлен на рисунке.
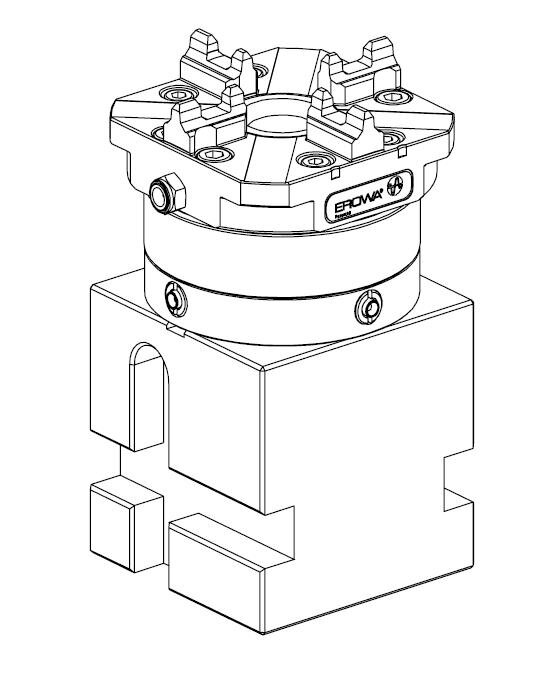
Выравнивание паллеты происходит по специальным меткам С
Крепление происходит с помощью шариков, приводящихся в движение сжатым воздухом давлением 6 атмосфер: