Все многообразие штампов холодной штамповки можно условно разделить на два класса или вида. Это разделительные штампы и формообразующие (формовочные) штампы. А бывают еще иные штампы? Да, бывают. Это так называемые КОМБИНИРОВАННЫЕ, то есть смешанные, когда в детали (штамповке) имеется несколько отдельных областей, характерных одному (какому-то) виду штамповки, а другие- другому виду штамповки. Здесь и сейчас мы будем рассматривать класс (вид или группу) формовочных штампов.

На Рис.1 показаны две схемы штамповки: а) это принципиальная схема разделительных штампов; б)- принципиальная схема формовочных штампов. Для того, чтобы превратить вырубной штамп в формовочный (например, в гибочный) необходимо:
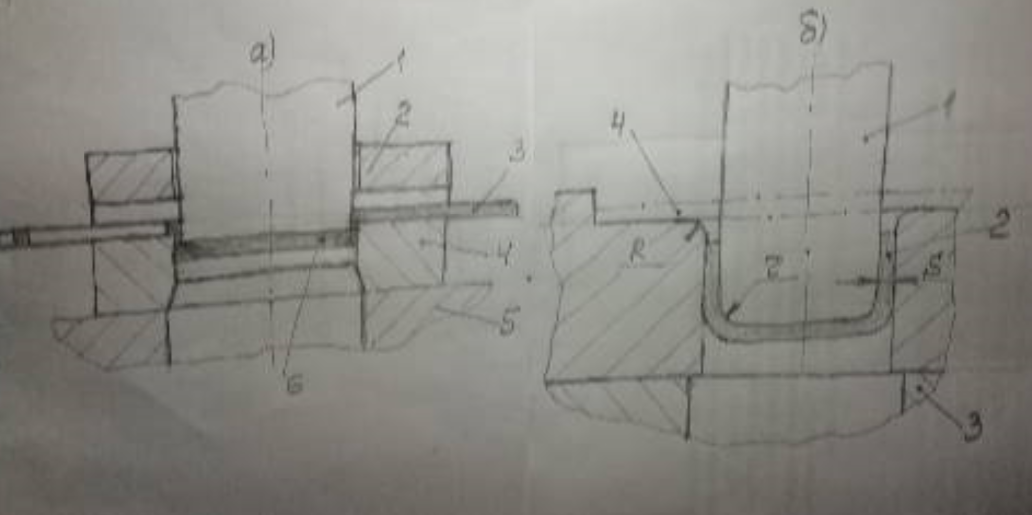
Рис.1. Две схемы штамповки; а)- схема вырубного штампа; б) – схема формовочного (гибочного) штампа. Позиции для схемы а): 1 – пуансон; 2 – съемник; заготовка (полоса); 4 – матрица; 5 – плита нижняя; 6 – вырубленная деталь - штамповка. Позиции для схемы б): 1 – пуансон; 2 – отформованная (согнутая) деталь – штамповка; 3 – плита нижняя; 4 – исходная заготовка;
- увеличить зазор между пуансоном и матрицей на достаточную величину. Сразу установим размер ЭТОГО (одностороннего) зазора. Вполне очевидно, что его минимальная величина должна быть: Z≥S. То есть величина одностороннего зазора (Z) должна быть немного больше ФАКТИЧЕСКОЙ толщины металла заготовки (см. Рис.1 б), поз.4). А вот на сколько, конкретно больше, а так же, как ПРАВИЛЬНО рассчитать исполнительные размеры матрицы и пуансона, см. здесь: [ 1 ], стр.199-201. Величина ЭТОЙ ПРИБАВКИ в [ 1 ] зависит от длины отгибаемой полки ( l ) и толщины металла исходной заготовки ( S ) и может, например, быть:
Прибавка = SKz;
И например, для заготовок S=4 мм и длине отгибаемой полки l =( 25÷100 мм.), Пр. = 4 (0,07÷ 012); что, например, для изгибаемой детали с полкой 100 мм соответствует 0,48 мм. Далее из Рис.1 б) видим, что нам еще необходимо ввести закругления в те зоны (пуансона и матрицы) где они в вырубном штампе должны были быть ОСТРО ЗАТОЧЕНЫ.
- формообразующий (в данном случае гибочный) пуансон (и матрица то же) должен обязательно иметь закругленные углы, на кромках, которыми производят формовку (гибку). Величина этих радиусов установлена опытным путем следующих размеров. Минимально возможный радиус пуансона (r≥s) должен быть не менее толщины металла заготовки, а минимальный радиус закругления кромок матрицы (R), должен быть равен (2S), двум толщинам детали.
Преобразованный таким образом, вырубной штамп, превратился в ФОРМООБРАЗУЮЩИЙ, см. Рис. 1 б). На этом рисунке, что пуансон 1, как бы остановился в середине матрицы. На самом деле, пуансон 1 будет продолжать свое движение вниз, пока края согнутых полок детали перейдут из матричного окна, в окно плиты нижней. После чего пуансон 1 поменяет направление движения, и будет двигаться в верх. При этом, согнутые полки детали немного ОТ ПРУЖИНЯТ, а движущийся в верх пуансон немного поднимет (находящуюся на нем) деталь. Она упрется своими полками в нижнюю плоскость матрицы. А пуансон, продолжая подниматься в верх, скинет ее с себя, и вернется в исходное положение. По такому принципу будет ОРГАНИЗОВАН любой формообразующий штамп. Рассмотрим, например, вытяжной для КОЛПАЧКА и КОЛПАЧКА с буртиком, см. Рис 2.
Рис.2.Схема вытяжных штампов; а)- схема вытяжки колпачка (без буртика); б)- схема вытяжки колпачка с буртиком; 1-пуансон; 2-матрица; 3-плита нижняя; 4- деталь (штамповка); 5-прижим; 6-буфер; 7-пуансонодержатель; 8-плита верхняя;
В вытяжных операциях появляется одна новая (и существенно не приятная) особенность это так называемое СКЛАДКООБРАЗОВАНИЕ, см. Рис.3.
Замечено, чем более пластичнее материал заготовки, тем меньше величина гофры. Однако, полностью избавиться от ГОФР, в настоящее время, пока не удалось никому. Основным приемом избавления детали от складок, служат методы механической обработки их, в том числе и ОБСЕЧКА с помощью штампов.
С помощью формообразующих операций можно получить большое количество разнообразных по форме деталей, см., например,( Рис.10, стр.46 [ 1 ]). Здесь же, очень подробно (и детально, простым языком), исследована одна из основных формообразующих операций – вытяжка деталей из листовых заготовок. На этом я заканчиваю эту статью. Пишите отзывы на почту: alkotosov.2018@yandex.ru;
...................................................................................................................................................
Литература
1. Справочник конструктора штампов: Листовая штамповка/ Под. общ. ред. Л.И.Рудман- М.: Машиностроение, 1988 – 496с. ил.- (Б-ка конструктора)