Сварные соединения применяются в самых разных сферах. Поэтому швы различаются по десяткам критериев. В этой статье мы выделим лишь самые основные из них.
ТИПЫ СОЕДИНЕНИЙ
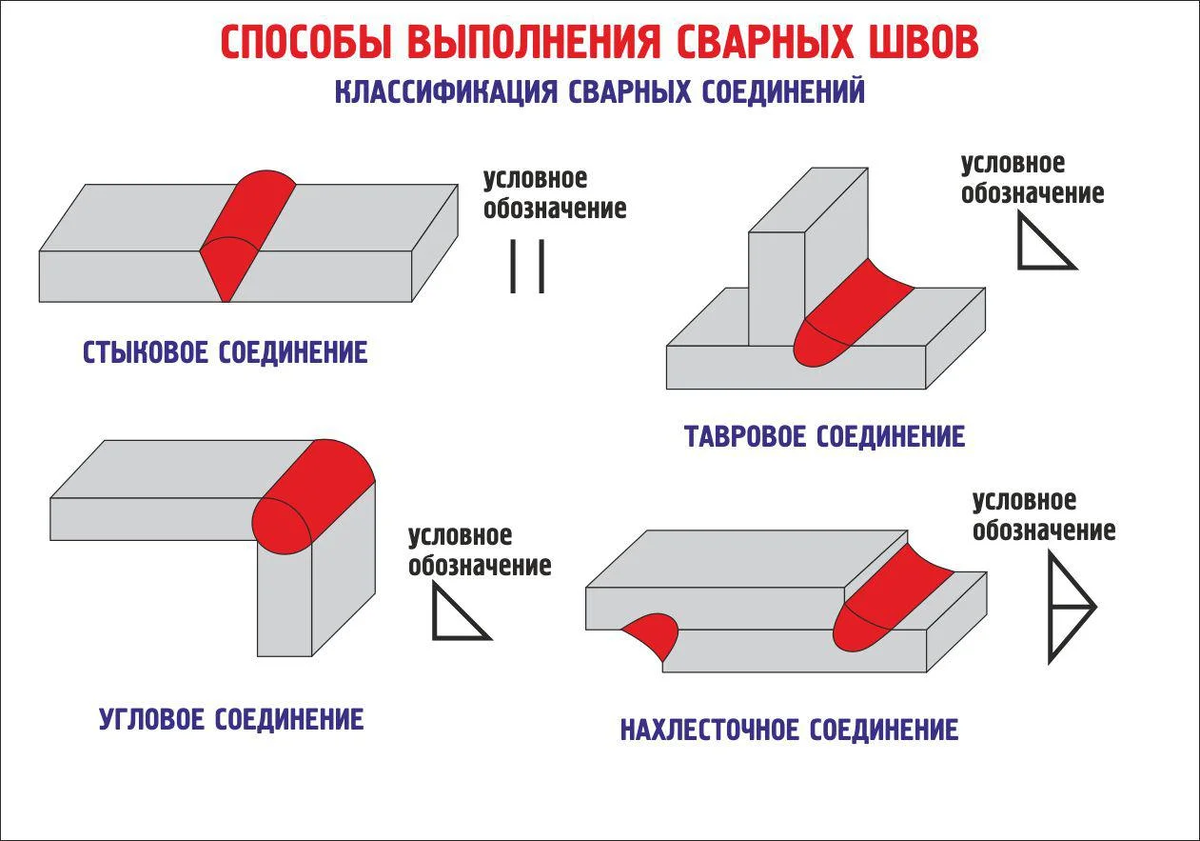
· Стыковые– свариваемые детали находятся на одной плоскости и примыкают друг к другу торцами. Этот тип соединения самый простой в исполнении и требует минимум расходников. Однако перед началом работы важно подготовить кромки.
· Угловые – детали находятся под углом по отношению друг к другу. Обычно шов накладывается с двух сторон. Внутренняя сторона соединения сваривается малым током, чтобы не образовалось закругление.
· Нахлесточные – детали кладутся друг на друга с небольшим перекрытием. Соединение получается прочным и влагопроницаемым. Сварка выполняется с двух сторон. Нахлесточное соединение легко выполнить, а вероятность прожога минимальна.
· Тавровые – торец одного листа соединяется с поверхностью другого под углом. Очень важно тщательно обработать деталь, которая приваривается торцевой частью.
· Торцевые – детали плотно прижимают друг к другу торцами и сваривают. При выполнении такого соединения минимален риск деформации или прожога изделия.

Реализация строительного оборудования. © pnevmoteh.by
ЧИСЛО СЛОЕВ
· Однослойные– выполняются с одной стороны за один проход. В основном применяются при работе с тонкими листами металла.
· Двуслойные– сварка с двух сторон. С первой стороны удаляется корень.
· Многослойные– соединение в несколько проходов. Используются для сварки толстых листов металла.
СТЕПЕНЬ ВЫПУКЛОСТИ
· Выпуклый – усиленный шов для соединений, которые подвергаются большим статическим нагрузкам. Выполняется в несколько слоев.
· Нормальный– обычный плоский шов. Используется в большинстве соединений.
· Вогнутый – ослабленный шов для тонкого металла. Лучше выдерживает динамические нагрузки.
ПРОТЯЖЕННОСТЬ
· Непрерывные– сплошной шов. При создании такого шва расход материала выше. При этом соединение получается надежным и герметичным.
· Прерывистые– детали свариваются в отдельных точках с определенным интервалом. Этот способ сварки не позволяет получить качественный шов, зато расход материала заметно меньше.
ПОЛОЖЕНИЕ В ПРОСТРАНСТВЕ
· Нижние– сварка под углом 0°. Так проще всего сформировать сварочную ванну. Жидкий металл не выплескивается, а газ свободно выходит. Благодаря этому гораздо проще получить хороший шов.
· Горизонтальные– сварка под углом от 0° до 60°. Во время работы важно правильно рассчитать скорость. Если вести дугу слишком медленно, то появятся подтеки, а если слишком быстро, то металл плохо сварится.
· Вертикальные– сварка под углом от 60° до 120°. Работа выполняется прерывисто и на малом токе. Дуга идет снизу вверх.
· Потолочные– сварка под углом от 120° до 180°. Расплавленный металл удерживается в сварочной ванне только поверхностным натяжением. Это самый сложный и опасный способ сварки.