1. Основные способы литья стальных отливок в разовые формы.
1.1 Литьё в песчано-глинистую смесь (ПГС) по извлекаемым моделям.
Самая популярная технология, используется сотни, если не тысячи лет. Естественные песчано-глинистые смеси с годами дополнились синтетическими добавками. Используется как для единичных отливок с ручной формовкой, так и для литья большими сериями на полностью автоматизированных механизированных линиях формовки и заливки.
Достоинства технологии
1. Доступность и дешевизна материалов
2. Возможность повторного использования материалов
3. Простые технологические операции
4. Универсальность – позволяет отливать изделия любых габаритов и конфигураций из различных сплавов.
Недостатки
1. Низкая производительность труда
2. Нестабильность процессов – неоднородность состава и плотности материала
3. Невысокая точность, необходимость больших припусков
4. Риски пригара и газовой пористости
1.2. Литьё в оболочковые формы на основе химически твердеющих смесей.
Отливки в оболочковых формах изготовляют в серийном и массовом производствах, когда необходимо получить точные заготовки с чистой поверхностью и небольшой массы. Благодаря чистой, гладкой и точной поверхности форм и стержней отливки могут иметь точность 5–7-го классов, шероховатость поверхности 3 – 4-го классов. Припуски на размеры находятся в пределах от ±0,2 до ±0,4 мм. Масса отливок в основном составляет 5–60 кг, но известны примеры получения отливок из чугуна массой 100 кг, а из стали – массой 300 кг.
Оболочковые формы и стержни изготовляют по нагреваемой до температуры 220–300°С металлической оснастке на автоматизированных и автоматических установках. Формовочные смеси состоят из кварцевого песка с сухим пылевидным связующим–фенолоформальдегидной смолой (пульвербакелитом) или с жидким связующим – фурановыми, карбамидными смолами, для отверждения которых необходим катализатор.
Достоинства технологии:
1. Расход формовочных материалов в 20 раз меньше ПГС
2. Газопроницаемость в 5-6 раз выше ПГС
3. Формы транспортабельны, лёгкие, не гигроскопичные, хранятся долгое время
4. Объём обрубки\ очистки\ мехобработки сокращается в 2 раза
5. Высокая производительность, автоматизация и механизация производства
Недостатки:
1. Большие капитальные затраты и затраты на оснастку
2. Дорогие материалы
3. Выделение токсичных газов при литье
4. Коробление крупных форм, нерентабельность крупных отливок
5. Углеродистая сталь получается с обезуглероженной поверхностью
1.3. Литьё в безопочные формы на основе химически твердеющих смесей
Безопочная формовка отличается высокой производительностью и экономичностью. При таком способе изготовления форм достигается достаточная точность отливок, сокращаются производственные расходы на изготовление опок, сокращаются площади цеха из-за отсутствия транспортных операций по передаче опок от выбивки к машинам. Упрощаются процессы выбивки отливок из форм. Существует два типа автоматических машин, изготовляющих формы с вертикальным и горизонтальным разъемами. В безопочных формах может быть получена широкая номенклатура отливок, начиная от ключей дверных замков до блоков цилиндров двигателей малолитражных автомобилей.
Достоинства:
1. Высокая производительность
2. Уменьшение капитальных затрат, уменьшение числа операций
3. Хорошая точность
4. Автоматизация и механизация процессов
Недостатки:
1. Ограничения по сложности формы отливок
2. Дорогая оснастка
3. Нерентабельно для малых серий отливок
1.4. Литьё по выплавляемым и выжигаемым моделям
Отливки по выплавляемым моделям изготовляют в массовом производстве, когда необходимо получить сложные заготовки или готовые детали с большим количеством мелких отверстий, пазов, каналов или детали из твердых сплавов, жароупорных материалов, которые не поддаются механической обработке. Точность отливок соответствует 5-му классу и характеризуется допусками на размеры от 0,075 до ±0,2 мм. Высокая точность отливок достигается тем, что форма не имеет разъема, отсутствуют стержни, а тепловое расширение формы минимальное.
Достоинства:
1. Высокая точность и чистота поверхности, постобработка не требуется.
2. Высокая степень механизации и автоматизации
3. Возможна заливка сплавов с прогревом формы для повышения жидкотекучести
4. Проливаются самые мелкие детали, невозможные для других технологий
5. Нет газовых дефектов, пригара, ужимин
6. Модельный материал используется многократно
7. Расход формовочной смеси меньше, чем в оболочковых формах.
Недостатки:
1. Большие капитальные затраты, затраты на оснастку
2. Большое число операций, высокая трудоёмкость
3. Ручная операция по сборке куста моделей
4. Ограничения по размерам отливки
5. Невысокая производительность
6. Высокие требования к культуре производства
1.5. Литьё по газифицируемым моделям.
Отливки по газифицируемым (выжигаемым) моделям изготовляют при всех масштабах производства, начиная от крупных штампов, станин и кончая мелкими сложными заготовками. Сущность способа заключается в том, что модель, изготовленную из вспенивающихся полимеров, из литейной формы не извлекают перед заполнением ее металлом. Металл, заливаемый непосредственно на модель через литниковую систему, газифицирует (выжигает) ее, освобождая полость формы. Полученная таким образом отливка точно соответствует конфигурации выгоревшей модели.
Выжигаемые модели изготовляют из вспенивающегося полистирола (пенополистирола) – синтетического полимера, имеющего форму гранул размером 0,2–4 мм. Модели для мелких отливок изготовляют в пресс-формах. Гранулы пенополистирола после предварительной тепловой обработки загружают в пресс-формы, внутренняя полость которых по конфигурации соответствует будущей модели. Пресс-формы нагревают паром или горячей водой, в результате чего пенополистирол вспенивается и спекается, приобретая очертания внутренней полости пресс-формы. После охлаждения пресс-форму раскрывают по плоскости разъема и из нее извлекают выжигаемую пенополистирольную модель. На модели предусмотрены припуски на усадку металла и механическую обработку.
Достоинства:
1. Короткий производственный цикл, небольшое число операций
2. Небольшие капиталовложения
3. Хорошая точность
4. Годится как для единичных отливок, так и для серий
5. Формовочная смесь используется многократно
Недостатки:
1. Большое газовыделение, газовая пористость в отливках
2. Деформация моделей при уплотнении формовочной смеси
3. Ручные операции при сборке куста и окраске
4. Формовка в опоки
2. Особенности изготовления стальных отливок с использованием технологий Холодно Твердеющих Смесей (ХТС)
Несмотря на то, что литьё в ПГС до сих пор занимает не менее 50% от всего объёма литья в мире, этот процент неуклонно сокращается. Непрерывно растёт объём и пропорция литья в формы из Холодно Твердеющих Смесей (ХТС) и литья по газифицируемым моделям (ЛГМ).
Это связано с бОльшей точностью и технологичностью форм по технологии ХТС.
Подбором химии возможно управлять прочностью и скоростью затвердевания смеси, что особенно важно для крупногабаритных отливок
Технологии формования смесями ХТС непрерывно совершенствуются, постоянно появляются новые техники. В порядке исторического появления:
1. Смеси на жидком стекле (5-7%)– отверждаются углекислым газом или кислотными катализаторами. Недостаток – плохая выбиваемость и сложность регенерации.
2. Смеси на фенолформальдегиде (2-4%) – отверждаются щелочным катализатором или нагревом до 190-2200С.
3. Смеси на мочевиноформальдегидных смолах, отверждаются кислыми катализаторами или инертными при термическом катализе. Отверждаются при температуре 150-170С. Из-за содержания большого количества азота приводят к ситовидной пористости на стальных отливках, поэтому применяются только для серого чугуна и цветных металлов.
4. Смеси на фурановых смолах – сополимерах фурфурилового спирта и мочевины или фенола и формальдегида. Скорость твердения регулируется количеством катализатора, температурой смеси и скоростью перемешивания. Катализатор – фосфорная, соляная или серная кислота в растворах этанола. Отверждение происходит за минуты, дополнительное отверждение возможно при нагреве до 230-250С.
Вариации использования и применимость различных формовочных технологий можно рассмотреть на Рисунке 7
Основные проблемы, которые необходимо решать при изготовлении объёмных песчаных форм для стального литья:
1. Обеспечение точности и повторяемости форм
2. Обеспечение равномерной плотности по всему объёму
3. Обеспечение необходимой прочности при литье больших отливок
4. Обеспечение достаточной газопроницаемости для избежания газовой пористости отливки
5. Обеспечение литейных уклонов для возможности снятия модели с формы
6. Обеспечение необходимой производительности производства форм при серийном производстве
7. Технологичность сборки форм
8. Обеспечение возможности регенерации материала после отливки
9. Обеспечение оперативной перенастройки процессов при отливке небольших партий
10. Обеспечение выбиваемости отливок
11. Качество литья
12. Экологичность процесса производства форм и заливки металлом
13. Для сталей, имеющих большую усадку – обеспечение необходимой податливости для исключения трещин и ужимин
14. Обеспечение стойкости к размыву горячим металлом
15. Обеспечение минимальной газотворности при взаимодействии с расплавленным металлом.
16. Минимизация пригара и попадания материала формы в металл
Для сталей температура заливки на 200-300С выше, чем для чугунов. Кроме того, у сталей жидкотекучесть существенно ниже, чем у чугунов, что существенно влияет на проливку мелких деталей и тонких стенок, особенно в песчаные формы, которые невозможно прогревать как керамические при литье по ЛВМ. Усадка стали может достигать 2,5%, что нужно тоже учитывать, ослабляя в критических местах стержни и форму, чтобы избежать трещин и ужимин.
3. Применение технологий 3Д печати в литейном производстве.
В последние годы в литейные процессы активно внедряются технологии 3Д печати и сканирования.
3.1. 3Д печать для литья по выжигаемым и выплавляемым моделям.
Технология Стереолитографии (SLA, SLA DLP, SLA LCD).
В ванне с фотополимером послойно засвечивается и отверждаются УФ лазером или DLP проектором модель, которая впоследствии будет выжжена \ выплавлена из формы.
Достоинства
1. Высокая точность
2. Высокое качество поверхности
Недостатки технологии:
1. Малая производительность
2. Дорогое оборудование и материалы, ограниченный спектр материалов
3. Небольшие размеры рабочей области, неравномерная точность по рабочей области
4. Необходимость постобработки (промывки, УФ отверждения)
Технология MJM (печать УФ отверждаемой смолой или воском).
Фотополимер или подогретый воск послойно наносится печатающей головкой аналогичной струйному принтеру и засвечивается ультрафиолетом. Воск охлаждается естественным образом.
Достоинства:
1. Простота эксплуатации, минимум операций
2. Высокая точность
3. Прямая совместимость с существующей технологией ЛВМ по восковым моделям
Недостатки технологии:
· Малая производительность
· Дорогое оборудование и материалы, ограниченный спектр материалов
· Необходимость ручной обработки готового изделия – удаления поддержек
· Уязвимость к действию прямых солнечных лучей
Технологии SLS (селективное лазерное спекание) по полистиролу.
Полистирольный порошок послойно спекается лучами лазера.
Достоинства:
1. Высокая точность, не нужны поддержки
2. Недорогие материалы
Недостатки технологии:
1. Пористая и шероховатая поверхность
2. Дорогое оборудование
3. Небольшие размеры рабочей области, неравномерная точность по рабочей области
4. Ограничения по минимальным размерам отверстий
5. Риск коробления больших плоских поверхностей
Технология FDM/FFF печати.
Печать мастер-моделей с последующей приклейкой литейной системы из воска. Далее, обработка стандартными для ЛВМ процессами с изменениями, связанными с высоким коэффициентом температурного расширения пластика модели и сложностью удаления продуктов выжигания модели.
Достоинства:
1. Дешевое оборудование и материалы, широкий выбор
2. Простое наращивание производительности (фермы принтеров)
Недостатки технологии:
1. Невысокая точность, в большинстве случаев достаточная для литья
2. Небольшие размеры рабочей области,
3. Коробление готовых изделий, изменение размеров от температуры
4. Необходимость ручной обработки готового изделия – удаления поддержек, шлифовка
3.2. Печать керамикой с последующим выжиганием связующего и спекания формы \ стержня.
Технология аналогичная SLA DLP, в фотополимер добавляется керамический порошок. После печати полученную деталь выжигают в печи, полимер выгорает, а керамический порошок спекается. Позволяет получить готовые формы\стержни микронной точности с идеально гладкими поверхностями.
Достоинства:
1. Микронная точность деталей
2. Высокая гладкость поверхности
3. Высокая газопроницаемость за счёт пористой структуры
4. Все плюсы керамики – прочность, твёрдость, лёгкость, рабочие температуры до 3500С
Недостатки технологии:
1. Малая производительность
2. Сложная технология получения изделия (печать \ выжигание \ спекание)
3. Неравномерная усадка при спекании
4. Небольшие размеры рабочей области,
5. Высокая стоимость оборудования и материалов, ограниченный спектр материалов
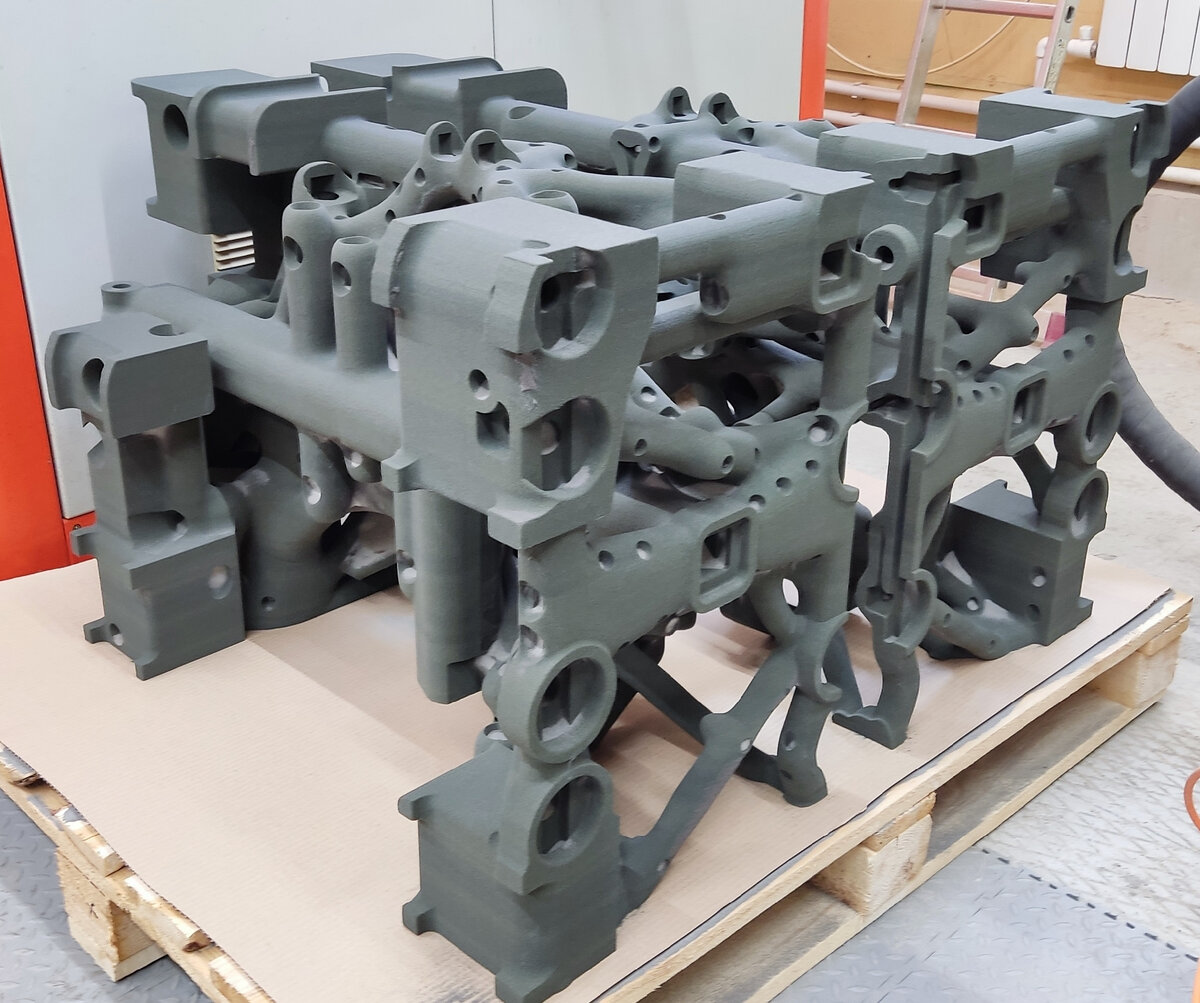
3.3. Печать смолой по песку (Sand Casting, Sand Binder Jetting).
Наиболее близкая к промышленному использованию технология, использующая те же расходные материалы, что уже много лет используются в производстве литейных форм – песок, фурановую смолу и кислотный отвердитель.
Достоинства:
1. Самая быстрая и дешёвая 3Д технология
2. Формы готовы к заливке сразу после очистки
3. Достаточная точность для литья
4. Возможность объединять стержни и формы
5. Уменьшение металлоёмкости отливок
6. Легко встраивается в текущие производственные процессы
7. 100% повторяемость, стабильные параметры прочности и газопроницаемости
Недостатки:
1. Повышенная газотворность
2. Большие капитальные затраты
3. Ограниченный спектр материалов
4. Недостаточная для серийного производства производительность
4.Выводы и сравнение достоинств и недостатков разных технологий.
На сегодняшний день наиболее проработанными для опытно промышленного и мелкосерийного производства и экономически целесообразными выглядят две технологии – FDM\FFF производство моделей для литья по выплавляемым моделям и SC\SBJ производство полимерно-песчаных ХТС форм для литья в песчаные формы.
Рассмотрим кратко, как решаются технические ограничения при производстве песчаных форм разными технологиями.
1. Обеспечение точности и повторяемости форм
Классическая технология - Металлическая \ пластиковая оснастка нужной степени точности, механизация процесса производства форм
3Д печать - Точность определяется точностью модели, разрешением печати и стабильностью настроек принтера и процесса печати, 100% повторяемость.
2. Обеспечение равномерной плотности по всему объёму
Классическая технология - Механизмы встряхивания \ трамбовки, пескодувные и пескострельные машины
3Д печать - При стабильных настройках печати обеспечивается автоматически.
3. Обеспечение необходимой прочности при отливке больших отливок
Классическая технология - Настройка и контроль пропорций химии, армирование
3Д печать - Изменение пропорций подачи смолы в небольших пределах, пропорций новый \ вторичный песок, разрешения печати. Армирование невозможно. Возможна закладка в проекте стержня\формы пустот в местах, где нужно ослабить форму \ стержень.
4. Обеспечение достаточной газопроницаемости для избежания газовой пористости отливки
Классическая технология - Подборка фракции песка, выпоры \ наколы формы
3Д печать - Проектирование оболочковых форм, закладка выпоров \ газоотводных каналов в модель формы и стержня при проектировании формы.
5. Обеспечение литейных уклонов для возможности снятия модели с формы
Классическая технология - Закладка в проект при производстве моделей \ оснастки.
3Д печать - Уклоны не нужны, припуски на обработку минимальные
6. Обеспечение необходимой производительности производства форм при серийном производстве
Классическая технология - Механизированные производственные линии, конвейеры.
3Д печать - Увеличение количества печатающих головок \ размеров бункеров печати. Установка массива принтеров, механизация очистки и сборки форм.
7. Технологичность сборки форм
Классическая технология - Ограничена технической возможностью разъёма оснастки для выемки форм и стержней.
3Д печать -Ограничена навыками конструктора и возможностью очистки форм \ стержней перед сборкой или удобством покраски, инструкцию по сборке и маркировку можно наносить прямо на стержни \ форму при её печати.
8. Обеспечение возможности регенерации материала после отливки
Технология отжига и перемолки практически одинаковая, разница в размере фракции и требованиям к чистоте вторичного продукта.
9. Обеспечение оперативной перенастройки процессов при отливке небольших партий
Классическая технология - Определяется сроками проектирования и изготовления оснастки или моделей для ЛГМ \ ЛВМ, проектирования и отладки литейной технологии.
3Д печать - Определяется сроками проектирования модели песчаной формы и проектирования \ отработки литейной технологии.
10. Обеспечение выбиваемости отливок
Классическая технология - Подбор пропорций химии
3Д печать - Закладка в проект опустошений в стержни для облегчения выбивки
11. Качество литья
Классическая технология - Подбор пропорций химии и фракции песка, покрытий для покраски форм, литейной технологии. Контроль стабильности процессов, "человеческого фактора"
3Д печать - Подбор покрытий для покраски, разрешения печати, литейной технологии.
12. Экологичность процесса производства форм и заливки металлом
Классическая технология - Зависит от выбранной химии.
3Д печать - Определяется возможностями печатающих головок, пока ограничено фурановыми смолами.
13. Для сталей, имеющих большую усадку – обеспечение необходимой податливости для исключения трещин и ужимин
Классическая технология - Закладка пустот или волокнистых материалов в нужных местах формы \ стержня. Ручная операция, иногда технически невозможная.
3Д печать - Закладка опустошений \ ослаблений стержней или формы в нужных местах на этапе проектирования формы.
14. Обеспечение стойкости к размыву горячим металлом
Классическая технология - Подбор химии, армирование, по возможности учёт формы каналов при проектировании и изготовлении оснастки
3Д печать - Проектирование стояков, шлакоуловителей и литников с учётом возможностей оптимизации и создания каналов любой плавности переходов, топологическая оптимизация
15. Обеспечение минимальной газотворности при взаимодействии с расплавленным металлом.
Классическая технология - Подбор оптимального соотношения химия \ песок для обеспечения достаточной прочности формы, покраска форм огнеупорными красками
3Д печать - Вариация смолы возможна в небольших размерах в силу специфики технологии печати, решение - проектирование оболочковых форм, закладка большого количества выпоров и газоотводных каналов, покраска огнеупорными красками
16. Минимизация пригара и попадания материала формы в металл
Решается покраской огнеупорными красками в несколько слоёв с сушкой.