I. Калибровки принтера которые делаются редко.
Обычно эти калибровки делаются в самом начале после покупки принтера. Потом они не повторяются, а если делаются повторно то в случае если меняются компоненты которые калибруются, или что то сбилось.
Предварительно принтер нужно подключить к компьютеру, я делал через подключения принтера в домашний роутер (варианты как уже на ваше усмотрение). Включить питание на принтере, дождаться пока он загрузится и получит сетевой адрес. В моем случае это был адрес был http://192.168.152/. У Вас цифры будут свои, правильный адрес можно подсмотреть на панели принтера, меню настроек "Settings- About Machine - IP: "
1. Калибровка PID.
1.1 Открываем в браузере консоль принтера. У меня адрес был такой http://192.168.1.152/#/console
1.2 Проверяем что печатающая голова поднята над столом, 5 мм или выше.
1.3 Запускаем калибровку PID хотенда при температуре 250 градусов командой:
PID_CALIBRATE HEATER=extruder TARGET=250
Температуру выбираем ближе к часто используемой.
В результате в консоли увидим что то похожее на мой результат
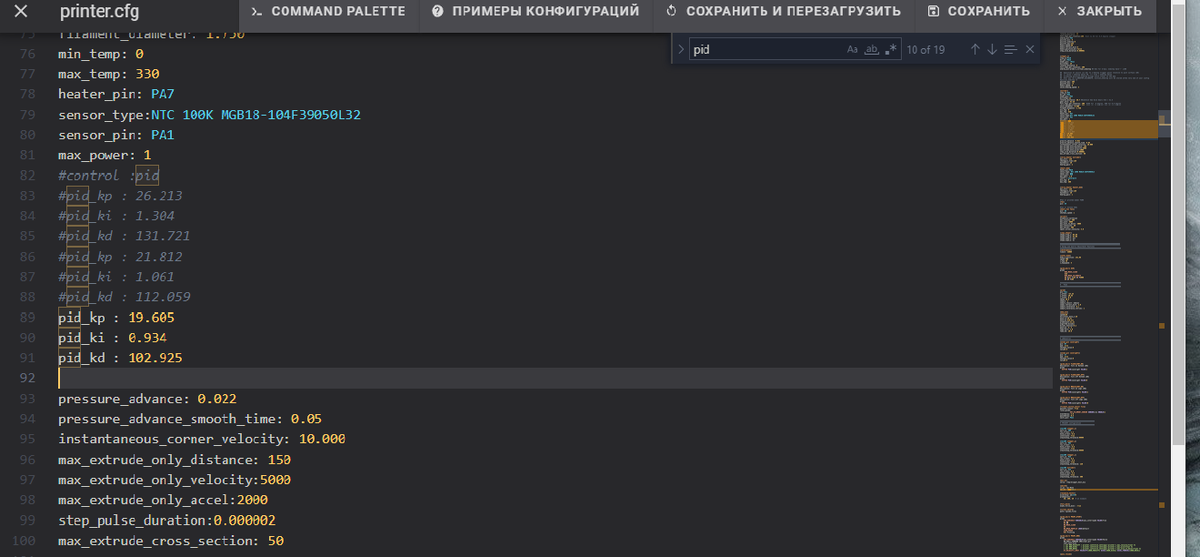
// PID parameters: pid_Kp=19.605 pid_Ki=0.934 pid_Kd=102.925
// The SAVE_CONFIG command will update the printer config file
// with these parameters and restart the printer.
Полученный у Вас значения параметров сохраняем одним из способов командой:
SAVE_CONFIG
или через основное меню кнопкой "SAVE CONFIG & RESTART"
или открыв Конфигурацию находим и редактируем нужные нам параметры в разделе [extruder] в файле printer.cfg, после редактирования не забываем нажать "СОХРАНИТЬ".
1.4 Ждем остывания хотенда ниже 150 градусов. Контролировать температуру можно в основном меню, там же есть кнопочка записи конфигурации.
1.5. Калибровку PID для стола делать не стал, в конфиг файле настроена регулировка по watermark, а по pid отключена, не стал менять
control = watermark
#control = pid
Возможно это сделано потому что в Neptune 4 Pro В принтере 2 контура подогрева стола, и выставить температуру каждого при необходимости можно отдельной командой
для центральной части :
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET=80
для оставшейся второй:
SET_HEATER_TEMPERATURE HEATER=heater_bed1 TARGET=80
если открыть Конфигурацию найти параметры для стола можно в разделе [heater_generic heater_bed1] в файле printer.cfg.
2. Калибровка разрешения экструдера .
Есть 2 методики, в первой нужно снимать сопло, чтобы движению прутка не чего не мешало, 2й метод не чего не снимать но делать все с минимальной скоростью для нивелирования сопротивления которое происходит при выдавливании пластика через сопло, разбирать ничего мне не хотелось поэтому пошел по 2му варианту.
2.1 Заходим через браузер в консоль принтера (адрес можно подсмотреть на панели принтера), открываем настройки и выбираем файл printer.cfg
находим в нем секцию [extruder] , и в ней значение смотрим и запоминаем значение rotation_distance
В моем случае был rotation_distance: 31.4
2.2 На прутке/филаменте ставим отметку на расстоянии 100 мм от трубки экструдера. Для большей точности лучше использовать штангенциркуль.
запомним это значение как
X0(расстояние метки на филаменте от экструдера) = 100 мм
2.3 Прогреем экструдер до рабочей температуры для используемого филамента(можно через консоль klipper в панели управления или через сенсорный дисплей принтера"Prepare- Temp").
2.4 Выдавливаем 80 мм филамента c минимальной скоростью(минимальная скорость нужна чтобы снизить влияние сопла),
можно командой из консоли klipper
G1 E80 F60
которая выдавит 80 мм филамента со скоростью 1мм/с
или через сенсорный дисплей меню
"Prepare- Extruder" значения 80 mm , 50 mm/min
запомним это значение как
X1(выдавливаемое кол-во филамента) = 80 мм
2.5 Замеряем расстояние от трубки экструдера до метки после выдавливания
запомним это значение как X2
X2= 27,67 (это мой результат, у вас будут свои цифры)
2.6 Вычисляем фактическое значение экструзии
XF(фактическое значении экструзии )= X0 - X2
у меня получилось XF = 100 - 27,67 = 72,33
Вычисляем новый rotation_distance, который будет равен:
Новый rotation_distance = Старый rotation_distance * XF / X1
в моем случае новый rotation_distance = 31.4 * 72.33/80 = 28,39
2.7 Настройки Klipper хранятся в текстовом файле printer.cfg, поэтому опять открываем файл меняем старое значение rotation_distance на новое,
rotation_distance : 28.39
# тут в качестве примера мое значение поменяйте на свое
потом нажимаем "сохранить и перезагрузить"
2.8 Крайне желательно после повторить проверку начиная с пункта 2.2 и подобрать так значение при котором у вас будут минимальные отклонения.
3. Калибровка уровня стола.
Калибровка стола хорошо показана в "Neptune 4 Pro assembly tutorial video.mp4", файл можно на комплектной флешке, процедура так же описана в инструкции, происходит в 2 этапа:
3.1 Выставление стола в горизонт, на этом этапе потребуется лист из комплекта или любой другой плотный. На экране принтера выбирается меню "Level" и далее по 4м точкам на углах и одной посередине последовательно подкручивая крутилки под столом находится уровень когда лист с небольшим одинаковым для всех точек усилием между столом и сопром, желательно сделать 3-4 прохода выравнивания каждой точки.
3.2 Проводится автоматического выравнивания стола в горизонт и сохранение полученных поправок из 121 точек в память принтера. Результат можно через web в меню "Подстройка", на моем принтере ссылка выглядит так http://192.168.1.152/#/tune
В идеале у вас должно быть минимум перекосов, если не так идем опять в пункт 3.1.
II. Калибровки принтера которые делаются часто.
Эти калибровки делаются часто, каждый раз при смене филамента на новый, которым еще не печатали, каждый раз процедура повторяется для любого нового филамента которым ранее не печатали, даже у одного производителя в разных партиях может меняться характеристики продукции, не только разные типы, но и разные цвета могут отличаться по характеристикам и каждый нужно проверять и подстраивать.
.
4. Настройка филамента/пластика
Процедура повторяется для любого нового филамента которым ранее не печатали, даже у одного производителя в разных партиях может меняться характеристики продукции, не только разные типы, но и разные цвета могут отличаться по характеристикам и каждый нужно проверять и подстраивать.
4.1. Идем в слайсер создаем новый профиль филамента\прутка, рассмотрю на примере 2х наиболее популярных и простых для печати PLA и PETG.
4.2. Проверяем диаметр, обычно это 1.75 мм.
4.3. Проверяем и настраиваем температуру сопла и стола в зависимости от используемого филамента/пластика (рекомендуемые данные часто есть у производителя, можно взять средние значения под выбранный тип, а потом подстроить исходя из нужного вам скорости и качества печати).
У меня обычно для PLA: температура сопла 215 °C ; температура стола 60 °C.
Для PETG: температура сопла 240 °C; температура стола 70 °C.
4.4. Проверяем и настраиваем температуру охлаждения.
для PLA это 0% на первом слое, 100% на остальных
для PETG это 0% на первом слое, от 50% до 100% на остальных
4.5 Калибровка температуры (как показала практика в большинстве случаев не нужна, подходят любые температуры указанные производителем, можно делать если пробуете новый тип пластика которым ранее не печатали)
Orca - Калибровка - Температура
описание тут https://www.youtube.com/watch?v=xzC4Fdf7mDU
Описание про используемые температуры и как калибровать можно так же почитать тут на K3D https://k3d.tech/calibrations/
4.6 Калибровка потока / Flow_Ratio
Orca - Калибровка -Скорость потока -Проход1
выбираем из 2х образцов с лучшей поверхностью где ровные не выпирающие бортики, нет переэкструзии (шершавый, выпирает пластик ) и нет недоэкструзии (провалы между линиями, неровная поверхность) тот у которого большее число (образцы напечатаны от -20 самый малый поток до +20 самый большой поток).
новая скорость потока = старая скорость потока * (100 + модификатор) / 100
Flow_Ratio_new = Flow_Ratio_old * (100 + mod) / 100
1*(100-5)/100 = 0.95
вносим полученное значение Flow_Ratio в слайсер
Далее проводим более точную калибровку, выбираем
Orca - Калибровка -Скорость потока -Проход2
выбираем из образцов с лучшей поверхностью где нет переэкструзии (шершавый, выпирает пластик ) и нет недоэкструзии (провалы между линиями, неровная поверхность) , ровные бортики, еще раз пересчитываем
Flow_Ratio_new = Flow_Ratio_old * (100 + mod) / 100
0.95*(100-4)/100 = 0.912
вносим полученное значение Flow_Ratio в слайсер
4.7. Калибровка Linear/Pressure advance
Orca - Калибровка - Коэф. Pressure advance
подробнее тут https://www.youtube.com/watch?v=xzC4Fdf7mDU
Или читаем и делаем как тут описано на K3D https://k3d.tech/calibrations/la/
тут видео https://www.youtube.com/watch?v=doenKnVk0Ec&t=3260s
Мне удобнее было использовать калибровщик с K3D https://k3d.tech/calibrations/la/calibrator/
На мой принтер для PLA и PETG значения коэффициента Pressure advance чаще получаются равным 0.044 или 0.022
В настройках профиля филамента коэффициент прописывается или в стартовом G-Code настройки прутка новой строчкой
SET_PRESSURE_ADVANCE ADVANCE=0.044 ; (где вместо 0.044 вы вставляете свои значения коэффициента)
или в общих настройках прутка слайсера отметкой включения коэффициента и указанием его значения
4.8 Калибровка откатов
Orca - Калибровка - Тест откатов
подробнее тут https://www.youtube.com/watch?v=xzC4Fdf7mDU
Или читаем и делаем как тут описано на K3D https://k3d.tech/calibrations/retractions/ (пользуюсь в основном этой методикой)
4.9 Калибровка максимальной скорости потока
Делается обычно чтобы понять какую максимальную скорость потока нужно выставить чтобы выставить ограничения, которые не позволят печатать быстрее чем принтер успевает качественно без пропусков с нужным объёмом выдавливать филамент.
Orca - Калибровка - Дополнительно...Макс. скорость потока.
подробнее тут https://www.youtube.com/watch?v=xzC4Fdf7mDU
Заключение.
В итоге сделав все перечисленные основные настройки принтер сможет хорошо качественно печатать, конечно нет предела совершенству есть еще тесты, но описанных выше вполне достаточно на начальном этапе для подбора оптимального качества и скоростей при печати, о чем будет следующая статья про другие настройки принтера в слайсере.









