На днях поступил заказ для печати внутренней опалубки достаточно сложной формы для литья термополиуретана. Я хочу поделиться опытом, как можно решить данную задачу при помощи 3д принтера.
Предыстория
3Д печать у меня как хобби и далеко не основной род деятельности. Соответственно, есть много знакомых, кто зарабатывает в этой отрасли, моделируя, печатая, литья всяческих силиконовых молдов, создания пресс-форм и тд.
Как раз одному из таких знакомых поступил заказ от неизвестного мне производства на разработку одной из частей составного молда.

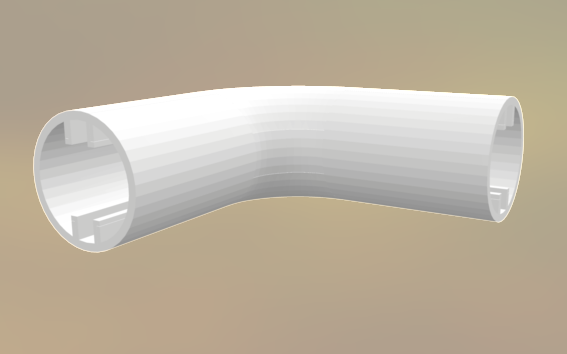
Данная конструкция является разборной и имеет более 20 деталей, внешний диаметр составляет 64мм толщина стенок 5мм. Как вы можете заметить, модель имеет достаточно грубую полигональную сетку, модель разрабатывал не я, поэтому пытаться ее "вылечить" с учетом того, что это техничка смысла обо нет. Предыдущий исполнитель совсем не заморачиваясь напечатал ее из PLA пластика и это было основной его ошибкой далее мы разберемся почему.
Входные данные и постановка задачи
Модель, которую нужно напечатать, будет покрываться силиконом на платиновой основе, как "чулок". По верх этого бутерброда будет внешняя опалубка с каким-то зазором. В зазор между внешней опалубкой и так называемым чулком будет заливаться термополиуретан под давлением.
- Температура после заливки смеси будет составлять 95℃ на протяжении 3 часов после начала литья и постепенно остывать
- Давление в районе 5 кг на 1 см²
- Опалубка должна выдержать не менее 50 отливок
Как я упоминал ранее про ошибку предыдущего исполнителя, сейчас картина происходящего становится более ясна. PLA пластик не может выжить в таких условиях, что, в принципе, и произошло. После того как данный молд был собран и отлит первый раз, PLA просто расплавился и вытек из чулка.
Для печати данного изделия в первую очередь необходимо правильно подобрать материал по соотношению цена качество.
Выбор материала
Имея достаточный опыт печати разными пластиками, сходу приходит в голову примерно следующий список: ABS, Nylon, TPU, PP, POM и еще ряд других, более экзотических пластиков. Рассматривать в данной статье их не будем.
Nylon (PA-6, PA-12)
PA-6 Плотность: 1,13 г/см3. Температурный диапазон: от -60° C до +110° C.*
PA-12 Плотность: 1,04 г/см3. Температурный диапазон: от -70° C до +125° C.*
Пластик достаточно капризный при печати из-за большой усадки (~2%) имеет довольно высокую стоимость. Под текущую задачу было решено его не использовать.
ABS
Плотность: 1,05 г/см3. Температурный диапазон: от -40° C до +100° C.*
Его характеристики находятся "на грани" требований к изделию. Хотя данный материал имеет относительно всех других самую дешевую стоимость, решено его не использовать из-за неуверенности, что он выдержит несколько отливок.
PP (Полипропилен)
Плотность: 0,91 г/см3. Температурный диапазон: от +10° C до +105° C.*
Не рассматривали для данной задачи из-за того, что температурный диапазон от 10°. Вдруг будет нужда хранения при отрицательных температурах.
POM (Полиоксиметилен)
Плотность: 1,13 г/см3. Температурный диапазон: от -60° C до +100° C.*
Очень сложный пластик для печати из-за своей большой усадки (~2-3%) и для текущей задачи его использование приведет к удорожанию изделия, что не имеет смысла.
TPU (GF10, GF30)
GF10 температурный диапазон: от -40° C до +110° C.*
GF30 температурный диапазон: от -50° C до +130° C.*
Пластик имеет ряд свойств, которые подкупают. Ударная прочность так как это все же TPU и противоречащее свойство жесткости (Твердость по Шору D 73). Если на это наложить не высокую стоимость относительно нейлона, температурные диапазоны эксплуатации и простоту печати. Было решено остановиться на нем.
В рамках стать не стали рассматривать химические свойства пластиков. Единственное, что отмечу - TPU обладает высокой химической стойкостью к растворам кислот и щелочей, жирам, маслам, ксилолу, дизельному топливу. Ограниченно к бензину, керосину, ацетону, дихлометану.
*Данные показатели могу разниться от производителя и модификации материала.
Нюансы печати
Сам по себе TPU имеет достаточно высокую плотность ~1,45 г/см3, GF-30 говорит о том, что в пруте будет 30% содержание стекловолокна.
Данный пластик очень абразивный, и печать на бытовых принтерах может вывести из строя фильеру (сопло) так как обычно там стоят медные, латунные. Стоит напечатать буквально 100гр пластика, как сопло будет вместо 0.4мм стандартных, около 0.8мм или даже больше. Для данного композита стоит использовать сопла из закаленной стали или их ближайшие аналоги.
Витой не менее важный момент, печатать можно только на соплах от 0.4мм и выше. Сопло быстро забивается стекловолокном на меньших диаметрах.
Не забываем и про скорости. Данный пластик не про скорость печати, на личном опыте скажу, что комфортная качественная печать происходит при ~70мм/сек.
Нарезка модели
Печатать будем на принтере Bambu Lab X1C. Предварительно необходимо разобрать модель на составляющие и расположить на столе так, что бы максимально сократить холостые перемещения экструдера.
В связи с тем, что имеем большое время печати, было решено разбить печать на части, и печатать группами (узлами) по отдельности во избежание рисков связанных с браком. Будет весьма обидно если после 10 часов печати например будет засор сопла и печать остановится.
Результаты печати первого узла
Структура пластика имеет шершавую поверхность и даже при довольно грубом слое 0.25 мм, выглядит как литая. Из-за основы пластика в виде TPU, при падении звук достаточно глухой, так же чувствуется некая "прорезиненность" детали.
PS пытался разбить данную деталь молотком, не удалось.
Данная деталь уехала заказчику, и в ближайшее время будет проходить испытание, после чего отдельно обновлю статью о результатах.
Если возникнут какие-то вопросы, буду рад ответить в комментариях!