Мы продолжаем постепенно знакомиться с аппаратами ручной аргонодуговой сварки и сегодня поговорим о пульсе и схожих с ним функциях.
В описаниях этой части функций аппаратов порой царит полная неразбериха, которая, наверное, не касается только самого Pulse режима. Пишут кто во что горазд и каждый порой вкладывает в описание свой смысл, окончательно путая потенциальных покупателей и вводя их в заблуждение. Здесь и "Cold weld", и "Режим холодной сварки", и "Сварка прихватками", и "Режим сварки точками", "Режим Spot" и, собственно, "импульсный режим", "режим пульса". Единой прочно установившейся терминологии среди как производителей, так, порой, и сварщиков (что удивительно) нет. Давайте разбираться, попробуем объяснить максимально просто (может даже вызовем смех у опытных сварщиков).
1. Режим сварки "пульс"
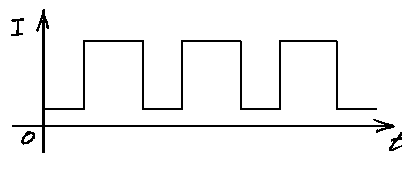
Сразу следует заметить, что иногда его ошибочно называют "импульсным режимом". В этом режиме весь процесс сварки происходит при циклическом скачкообразном изменении тока. В сущности, основная задача этого режима - снижение тепловложения в деталь при сварке, и, как следствие, и снижение деформации свариваемых деталей. Плюс возможность получать хорошее проплавление при сниженном общем тепловложении.
Пробежимся по основным настройкам этого режима:
- Базовый ток/Base current
Нижний предел тока, при котором будет происходить процесс сварки. Измеряется, понятное дело, в амперах.
- Пиковый ток/Peak current (иногда Main current)
Верхний предел тока, ток "пульса".
- Частота пульса/Pulse Frequency
Частота циклов базовый-пиковый ток в секунду. Измеряется в герцах. Пример: 30 герц - 30 циклов пульса в секунду.
- Длительность пикового тока/Duty cycle
Измеряется в процентах и показывает, какой % в цикле будет работать пиковый ток.
Приведем пример. Базовый ток - 20А, пиковый ток - 100А, частота - 5 герц и длительность импульса - 10%. Что будет происходить при сварке.
Один цикл будет занимать 1с/5гц=200мс и в течение него будет происходить следующее - первые 20мс (200мс*10%) цикла ток будет равен 100А, остальные 180мс (200-20мс) ток будет базовым, 20А. Затем цикл повторяется.
2. Режим Spot
Мне встречались разные названия этого режима. Он же "режим сварки прихватками", он же "режим сварки точками". Часто ошибочно называют "холодной сваркой" или "Cold weld".
По факту это режим программируемых прихваток с гарантированной повторяемостью результата. Может быть полезен, например, при сборке изделия.
Настройки достаточно просты - длительность прихватки в секундах (часто примерно от 0.1 до 10 секунд) и ток прихватки. Бывают варианты с периодическим режимом (multitack), когда циклы прихваток повторяются пока нажата кнопка горелки.
3. ColdWeld/"Холодная сварка"
Вот честно не знаю, кто и зачем назвал это "холодной сваркой", лично мне это название не нравится совершенно. Никакого "холода" там нет. Вот это как раз и есть "импульсная сварка", при которой сваривание деталей происходит за счет очень кратковременного импульса большого тока. Длительность импульса в этом режиме измеряется единицами и десятками миллисекунд (а не сотнями, как в режиме Spot). В этом режиме можно варить тончайшую тонкоту вплоть до ювелирных изделий. Для этого режима сварки существуют и отдельные конденсаторные аппараты "холодной сварки", ими как раз часто пользуются ювелиры. В некоторых аппаратах режим Coldweld даже "бесшовно" совмещен с режимом Spot за счет единой настройки длительности импульса (например, установка импульса от 10 миллисекунд до значений хорошей такой добротной прихватки секунд в 10).
Надеюсь, материал бы полезен и сейчас, глядя на числовые характеристики этих функций аппарата вы сможете легко определить что имеется в виду под той или иной функцией под красивым "маркетинговым" названием
Канал "Отладка металла"
#tig #сварка