
Патрубки для сильфонных компенсаторов вальцуют из листа или изготовляют из стандартных труб. Эти изделия широко распространены и их изготовление не представляет каких-либо трудностей. К наиболее трудоемким и ответственным операциям при изготовлении компенсатора относятся сборка и сварка сильфона с патрубками.
В месте стыковки гибкий сильфон переходит в жесткий патрубок. Из-за существенной разности относительной деформации сильфона и патрубка при перегрузках, в первую очередь, появляются трещины в этих сварных швах, следовательно, они определяют надежность компенсатора.
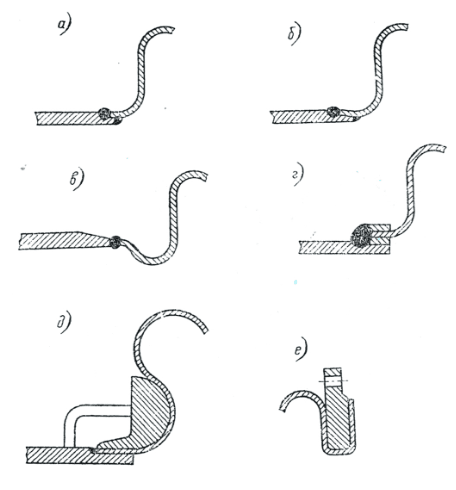
Известно несколько конструкций сварных соединений сильфона с патрубком. В компенсаторах с однослойным сильфоном наиболее широко распространена конструкция, показанная на рис.1, а. Этот сварной шов прост в выполнении, обеспечивает надежное соединение, так как в результате цилиндрической проточки разгружен от изгибающего момента, появляющегося при сжатии растяжении или изгибе сильфона, доступен для известных неразрушающих методов контроля и удобен для исправления дефектов.
Недостаток описываемой конструкции шва наличие зазора между прямым участком сильфона и патрубком. В щель проникает транспортируемая среда и вызывает усиленную щелевую коррозию. Для герметизации щели с внутренней стороны патрубка накладывают дополнительный угловой шов.
Качество сварного шва зависит не только от его конструкции, но и от точности сборки. Чтобы получить допустимый зазор между сильфоном и патрубком, допуск па диаметр проточки кромки патрубка рекомендуется принимать не более I мм, а допуск на диаметр откалиброванной кромки сильфона принимается равным +0,5...+2 мм.
Сложность калибровки кромок однослойных сильфонов и большие допуски на диаметры труб, из которых изготовляются патрубки, затрудняют возможность получения указанных размеров в заданных допусках. Чтобы упростить изготовление и сборку, кромки патрубка протачивают, а сильфон калибруют на конус. В этом случае конструкция сварного шва имеет вид, показанный на рис. 1,б.
Для однослойных сильфонов, у которых нижняя часть концевых гофров представляет собой полутор, можно рекомендовать стыковой сварной шов. Здесь конструкция гофров позволяет разгрузить шов от изгиба (рис. 1,в).
Многослойный сильфон соединяют с патрубком с помощью двух колец (рис. 1,г). Кольца изготовляются с высокой точностью и насаживаются на кромки сильфона без зазора с некоторым натягом, обеспечивающим прижатие слоев друг к другу.
Для приварки сильфона с Q-образными гофрами к патрубку используют кольцо, укрепляемое упорами, расположенными равномерно по периметру (рис 1,д). Фланцы к сильфону крепят путем отбортовки кромок (рис. 1,е).
Кронштейны и тяги угловых компенсаторов вырезают из листа или круглого проката и приваривают к патрубкам, укрепляя места приварки накладками. Оси шарниров изготовляют механической обработкой.
При сборке угловых компенсаторов применяют приспособления, обеспечивающие точную установку оси шарниров, которая должна пересекать ось сильфона. В противном случае при изгибе сильфом будет получать дополнительные нагрузки в результате скручивания.